23 Jan 2024

Increasingly customers are converting legacy batch processes to continuous mode. The motivations can be diverse: lower operating costs, more consistent yields, and lower investment for a given throughput are some typical goals. These projects often involve extended pilot plant/scale-up work. This blog post summarizes some of the typical reactor choice strategies depending on the type of reaction chemistry under consideration.
In order of simplicity, the simplest system is often a liquid-liquid homogenous reaction system. Assuming the reaction is rather fast a simple plug flow reactor is often the best choice. Typically the challenging element is for slow reactions where the length of a tubular reactor can become rather too long.
One strategy often forgotten is to explore more aggressive temperature conditions which will often lead to faster reactions and lower residence times. Of course, this may not always be possible due to selectivity and stability considerations but wherever possible this should be explored. Remember, it is far more economical to run tubular reactors at high P / T conditions than the original larger diameter batch reactor that you may be used to.
In certain cases, a catalytic reaction is possible in continuous mode using a packed bed catalytic reactor. Both upflow and downflow modes are possible. Oftentimes when changing from batch to continuous operations customers will replace a mineral acid with a solid catalyst such as Amberlyst in order to reduce pollution loads as well.
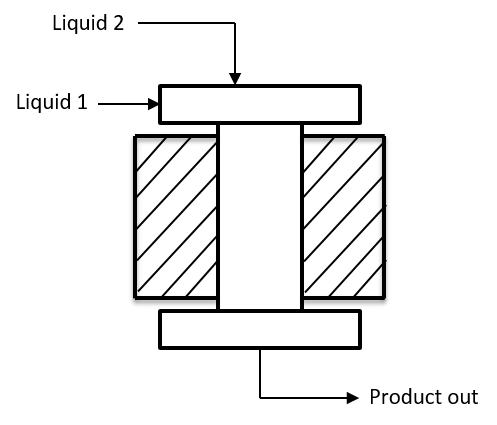
The next sort of systems encountered are two-phase (immiscible) Liquid Liquid reactions. Sometimes one reagent can be an acid such as H2SO4 or HCl which will form an aqueous phase. Similarly oxidixing reagents such as H2O2 would also form a different aqueous phase when reacting with typical organic feedstocks. In such cases, one option when going continuous is a static mixer added to a tubular reactor.
Remember that often the batch mode reaction would have used an agitator/impeller and shear rates may be lower in the static mixer. If the reaction is mass transfer controlled this can lead to lower yields. In such cases often the right solution may be a CSTR.
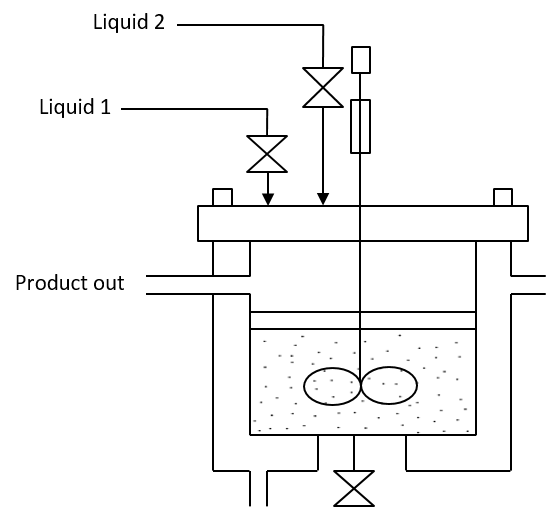
Unfortunately, a single CSTR will rarely match conversions obtainable by a batch reactor or a PFR and that can be a problem for batch to continuous conversions. A strategy that circumvents this problem can be a CSTR cascade

Typically four CSTRs would allow conversions very close to practically desired but cascades with more CSTRs can also be easily configured. Both gravity-fed and pumped feed options are possible but close attention must be paid to level control strategies. Especially for pressurized reactions carefully discuss with our design team the best way to control the system.
More advanced strategies are sometimes necessary especially when by-product formation, polymerization or selectivity concerns are a challenge. One such option is a tubular reactor with side injection of the reagent prone to polymerization or self-condensation.
When undertaking all such projects it is crucial to work closely with the vendor's design team to avoid typical pitfalls and to make economically optimal design choices. At Amar, we have decades of experience with such projects and we strongly encourage you to reach out to our design team for advice and suggestions for all your batch-to-continuous conversion projects.



