Supercritical fluid extraction technology (SCFE) provides an economical solution to providing a safe & eco-friendly way for extraction of natural products. Its superiority over the conventional technologies of extraction, especially for natural products in the food and pharmaceutical industry is well recognized.
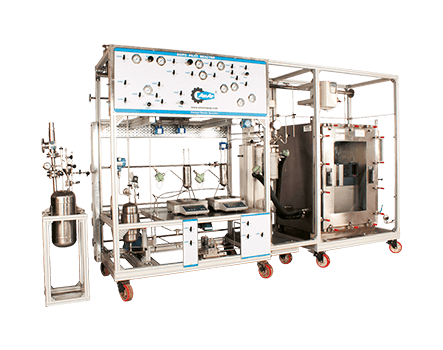
SCFE Plant Features
- Volume:
100 mL to 1,000 L
- Feed Capacity:
0.24 kg/day to 2,400 kg/day
- Pressures:
Up to 550 bar
- Continuous CO2 Recycling facility
- Automation:
PLC/SCADA/PC for auto control & remote operation
- Certifications:
ASME-U Stamp / PED certified reactors, Ex-proof / ATEX certified systems
- Applications:
SCO2 process is used for wide range of applications
- Extraction of Essential oils & Oleoresins
- Extraction of Flavors, Fragrances & Natural colors
- Decaffeination of Tea & Coffee
- Production of uniform & ultra-fine particles
- Textile dyeing of Polyester Fabrics
- Cleaning of high precision metal compounds
- Aerogels
Advantages of using SCO2 process:
- Longer shelf life of extracts
- High potency of active ingredients
- High flexibility of process conditions
- Simultaneous fractionation of extracts
- Low batch times
- Recycling of CO2 and hence low CO2 consumption
- Low operating cost.