
Stirred Pressure Reactors, also known as Stirred Autoclaves or High Pressure Autoclave Reactors, are precision-engineered pressure vessels designed to perform chemical reactions under controlled temperature, pressure, and agitation. These stirred reactors enable safe and efficient execution of complex chemical processes such as hydrogenation, oxidation, polymerization, nitration, and catalytic reactions. Amar Equipment manufactures advanced stirred pressure reactors ranging from laboratory reactors and benchtop reactors for research applications to pilot and production-scale systems from 100 mL to 1000 L and beyond. Each reactor integrates high-efficiency agitation, robust pressure containment, and accurate process instrumentation to ensure uniform mixing, effective heat transfer, and reproducible reaction performance. Built in accordance with international standards such as ASME Section VIII and PED, Amar stirred autoclaves provide exceptional reliability, safety, and scalability for R&D laboratories, pilot plants, and industrial manufacturing facilities.

The 10-inch HMI-based automation system provides intuitive operation, real-time process monitoring, recipe management, data logging, and advanced control functions for reliable and reproducible reactor operation.
 Performance R1.jpg)
The advanced Gas-Induction Impeller (GII) enhances gas-liquid mass transfer efficiency by up to 30%, improving reaction performance, gas utilization, and process productivity in demanding applications.

The leak-free magnetic drive eliminates dynamic shaft seals, ensuring safe and reliable operation while preventing product leakage in high-pressure and hazardous reactions.

A wide range of vessel volumes, pressure ratings, materials of construction, and internal configurations allows the reactor to be tailored to specific process requirements.










 oil under supercritical ethanol conditions using CO2 as co-solvent.")








")



Stirred pressure reactors—commonly referred to as stirred autoclaves or high pressure autoclave reactors—are sealed pressure vessels equipped with an internal agitator that enables chemical reactions to occur under controlled pressure, temperature, and mixing conditions. These reactors are widely used when reactions involve gases, volatile solvents, or high-temperature chemistry that cannot be safely performed in open vessels.
Unlike simple pressure vessels, stirred reactors incorporate advanced agitation systems to improve heat and mass transfer within the reaction mixture. This ensures uniform reaction conditions and efficient interaction between gas, liquid, and solid phases.
Stirred pressure reactors are essential equipment in pharmaceutical development, fine chemicals manufacturing, petrochemical processing, materials research, and academic laboratories. They allow researchers and engineers to simulate industrial conditions at laboratory scale and develop processes that can later be scaled up to pilot or commercial production.
A stirred pressure reactor (stirred autoclave) is a sealed high pressure reactor vessel equipped with multiple nozzles and internal components that allow safe operation under elevated temperature and pressure while maintaining continuous agitation.
Construction:
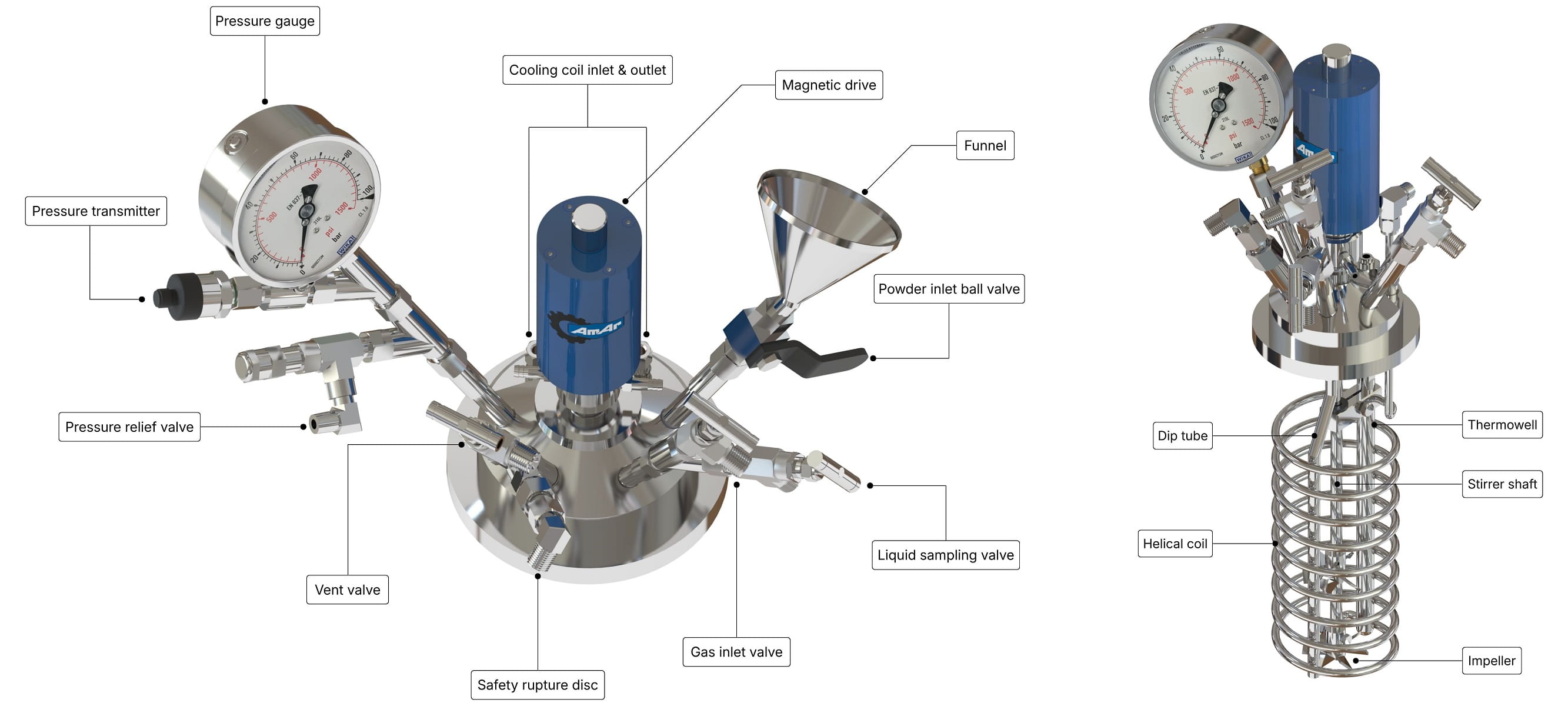
The reactor head contains key fittings such as a pressure gauge, vent valve, gas inlet valve, liquid sampling valve, pressure relief valve, and safety rupture disc for monitoring and safe pressure control. A magnetic drive mounted on the reactor head drives the stirrer shaft without mechanical seals, ensuring leak-free agitation. Inside the reactor vessel, components such as the impeller, dip tube, thermowell, and helical or serpentine cooling coil provide efficient mixing, gas introduction, temperature measurement, and heat removal.
A stirred autoclave reactor operates as a sealed high-pressure reaction system designed to safely carry out chemical reactions under controlled temperature, pressure, and agitation. The reactor vessel is typically fabricated from high-strength alloys such as SS316L, Hastelloy, or other corrosion-resistant materials, allowing it to withstand demanding operating conditions.
Reactants are introduced into the vessel through charging ports or a funnel, after which the reactor is sealed. The system is then heated using electrical heaters, oil jackets, or steam jackets, depending on the reactor design. A motor-driven agitator connected through a magnetic drive rotates the stirrer shaft and impeller, providing continuous mixing inside the reactor.
During operation, gases such as hydrogen, oxygen, or carbon monoxide can be introduced through the gas inlet valvefor multiphase reactions. The agitation ensures efficient mass transfer between phases and uniform temperature distribution throughout the reaction mixture.
Process conditions are continuously monitored using instrumentation such as the pressure gauge and thermowell, while the cooling coil helps regulate temperature during exothermic reactions. After the reaction is complete, the system is cooled and depressurized through the vent valve or safety rupture disc, and the product can be safely sampled or discharged for further processing or analysis.
Stirred pressure reactors are designed to perform a wide range of chemical reactions that require elevated pressure and temperature or involve gas-liquid interactions. These reactors are particularly useful in multiphase catalytic reactions where efficient mixing is critical.
Common reactions carried out in stirred autoclaves include:
These reactors are also widely used for research applications such as reaction mechanism studies, material synthesis, and process optimization before scaling up to industrial production.
High pressure autoclave reactors are engineered to operate under demanding process conditions. Standard stirred autoclave systems typically support pressures up to 350 bar and temperatures up to 350–500°C, depending on the reactor design, material of construction, and heating configuration.
For specialized applications such as supercritical reactions or high-temperature catalytic processes, custom-designed stirred reactors can operate at even higher pressure and temperature conditions.
Accurate temperature control is achieved through heating systems such as electric band heaters or jacketed heating systems, while internal cooling coils or external circulation systems help remove heat during exothermic reactions. These design features ensure safe operation and precise control over reaction conditions.
The material of construction for stirred autoclaves is selected based on process chemistry, corrosion resistance requirements, and mechanical strength under pressure.
The most common material used is Stainless Steel 316L, which offers excellent corrosion resistance and mechanical properties suitable for many chemical reactions. For highly corrosive environments or specialized chemical processes, reactors may be constructed from exotic alloys such as:
These materials ensure compatibility with aggressive chemicals such as acids, halogens, and highly reactive intermediates while maintaining structural integrity at high pressure and temperature.
Safety is a fundamental requirement when operating high pressure chemical reactors. Modern stirred autoclave reactors incorporate multiple safety features to ensure reliable and secure operation.
One of the key features is the use of magnetic drive agitation systems, which eliminate the need for mechanical shaft seals. This prevents leakage of hazardous or expensive chemicals and ensures long-term maintenance-free operation.
Additional safety components include pressure gauges, rupture discs, pressure relief valves, thermowells with temperature sensors, and emergency vent systems. These components allow operators to continuously monitor the reactor conditions and safely release pressure if necessary.
Advanced control systems such as PID controllers, PLC automation, and SCADA integration further enhance safety by enabling automated monitoring and control of critical process parameters.
Stirred pressure reactors can be highly customized to match specific process requirements and operational environments. Key customization options include different heating systems such as electric heaters, oil jackets, or steam jackets, as well as internal cooling coils for precise thermal control.
Agitation systems can be configured with various impeller designs—including turbine impellers, anchor stirrers, helical impellers, and gas-induction impellers—to optimize mixing for different fluid viscosities and reaction types.
Instrumentation options may include digital pressure transmitters, flow meters, gas dosing systems, automated sampling systems, and advanced PLC/SCADA-based control systems. Mounting options are also flexible, ranging from compact benchtop reactors for laboratory use to skid-mounted pilot reactors and fully integrated industrial production systems.
This level of customization ensures that each stirred autoclave reactor can be engineered precisely for the intended chemical process.

















