
Supercritical CO₂ extraction is an advanced fluid extraction technology that uses carbon dioxide above its critical temperature (31°C) and pressure (73.8 bar), where it exhibits both gas-like diffusivity and liquid-like solvating power. In this state, CO₂ selectively dissolves target compounds with high efficiency while leaving no solvent residues. The process passes supercritical CO₂ through raw material in a high-pressure extractor, then separates and recovers the extract through controlled pressure reduction. The CO₂ is condensed and recycled in a closed-loop system, ensuring sustainable, clean, safe, and cost-effective operation for food, pharmaceutical, nutraceutical, and specialty chemical applications.
At Amar, we design and manufacture Supercritical CO₂ Extraction Systems that integrate precision engineering, automation, and safety — delivering reliable performance from lab to commercial scale. Our systems are built for high pressure operation, process consistency, and scalability, offering fully automated solutions tailored to customer requirements.


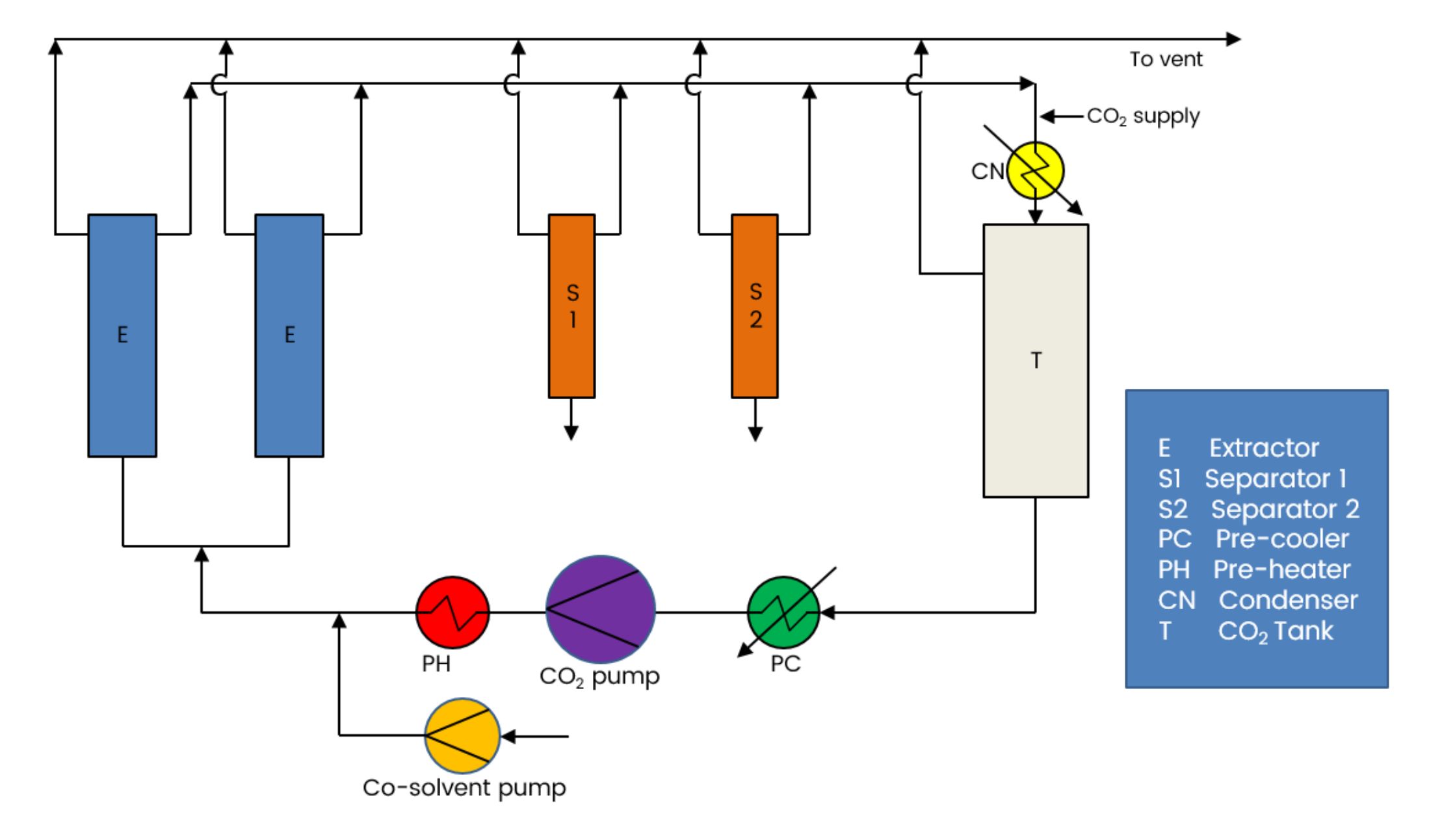
The diagram below illustrates the typical process flow of a Supercritical CO₂ Extraction (SCFE) system, showcasing the path of carbon dioxide (CO₂) and extracted compounds through the system components.
CO₂ Supply and Compression
The process begins with liquid CO₂ stored in a CO₂ tank (T). It is pumped to the desired operating pressure using a CO₂ pump, often reaching up to 350–550 bar depending on the scale of operation. If a co-solvent (like ethanol) is required to enhance solubility of polar compounds, it is added using a co-solvent pumpbefore entering the pre-heater.
Pre-cooling and Pre-heating
After compression, CO₂ passes through a pre-cooler (PC) to control its temperature before being heated in the pre-heater (PH) to reach supercritical conditions — above 31°C and 73.8 bar.
This ensures CO₂ attains a state where it behaves both as a liquid and a gas, providing excellent solvation properties.
Extraction Stage
The supercritical CO₂ enters the extractor vessels (E) containing the raw material (such as herbs, spices, seeds, or biomass). Here, the supercritical CO₂ dissolves bioactive compounds, essential oils, or target components. Depending on the system, multiple extractors may be used in parallel or series to increase throughput or allow continuous operation.
Separation Stage
The mixture of CO₂ and extracted solutes flows into Separator 1 (S1) and Separator 2 (S2), where pressure and temperature are gradually reduced. This drop in solubility causes the extracted materials to precipitate out. Different separators allow fractionation—the isolation of lighter and heavier molecules in separate stages for higher product purity.
CO₂ Recovery and Recycling
The separated CO₂ passes through a condenser (CN), where it is cooled and converted back into liquid form. It is then collected in the CO₂ storage tank (T), ready to be reused in the next cycle. This closed-loop system ensures zero solvent loss, low operating cost, and environmental sustainability.
Supercritical CO₂ extraction is a highly efficient and environmentally responsible fluid extraction technology that uses carbon dioxide in its supercritical state to selectively extract valuable compounds. The process eliminates toxic organic solvents, producing high-purity, residue-free extracts. By precisely controlling pressure and temperature, operators can fine-tune solvent strength for selective compound recovery. A modern supercritical CO₂ extraction machine also operates in a closed-loop system, enabling CO₂ recycling, lower operating costs, and sustainable production.
Supercritical CO₂ extraction systems are widely used across pharmaceutical, nutraceutical, cosmetic, food, and specialty chemical industries. Applications include extraction of essential oils, oleoresins, flavors, fragrances, natural colors, and phytochemicals such as curcumin and lycopene. In food processing, supercritical CO₂ extraction is commonly used for decaffeination of tea and coffee. The versatility of a supercritical CO₂ extraction machine makes it suitable for both research and large-scale industrial production.
Unlike traditional solvent-based methods, supercritical CO₂ extraction uses CO₂ as a clean, non-toxic solvent, eliminating harmful residues and reducing post-processing requirements. This advanced fluid extraction process offers faster extraction cycles, higher selectivity, and superior product purity. Additionally, CO₂ is non-flammable and recyclable, making supercritical CO₂ extraction systems safer and more aligned with green chemistry principles.
Yes. A well-designed supercritical CO₂ extraction machine can be seamlessly scaled from laboratory R&D units to pilot and full commercial plants. Process parameters remain consistent across scales, ensuring reliable product development and efficient transition to industrial production. This scalability makes supercritical CO₂ extraction ideal for companies developing new formulations or expanding manufacturing capacity.
Supercritical CO₂ extraction systems typically operate at pressures up to 550 bar and temperatures up to 150°C, depending on the application and material being processed. Extraction times generally range from 1 to 3 hours, influenced by feedstock characteristics and operating parameters. Systems can also be equipped with co-solvent pumps to enhance fluid extraction of more polar compounds, increasing flexibility and performance across diverse applications.











