




















Amar’s Fixed Bed Reactors are high-performance continuous reactor systems designed for heterogeneous catalytic reactions in gas, liquid, and gas–liquid phases. Engineered for precision, safety, and scalability, these reactors support a wide range of operating conditions, from laboratory-scale catalyst testing to pilot and commercial-scale continuous processing. With flexible reactor configurations, high pressure and temperature capabilities, advanced automation, and robust materials of construction, Amar’s fixed bed reactors enable reliable process development, efficient scale-up, and consistent long-term operation across chemical, petrochemical, pharmaceutical, energy, and bio-based applications.

")
Fixed bed reactors, also known as fixed bed catalytic reactors or packed bed reactors, are continuous flow reactors in which a solid catalyst is packed as a stationary bed inside a cylindrical or tubular reactor vessel. During operation, reactants flow through the catalyst bed while the catalyst remains fixed in place.
In fixed bed tubular reactors, reactants are typically preheated and introduced at controlled flow rates before entering the catalyst bed. As the reactants pass through the packed catalyst layer, chemical reactions occur on the catalyst surface, converting reactants into desired products.
Because of their simple design, high conversion efficiency, and reliable operation, fixed bed reactors are widely used for continuous catalytic reactions in chemical processing, petrochemical refining, and energy applications.
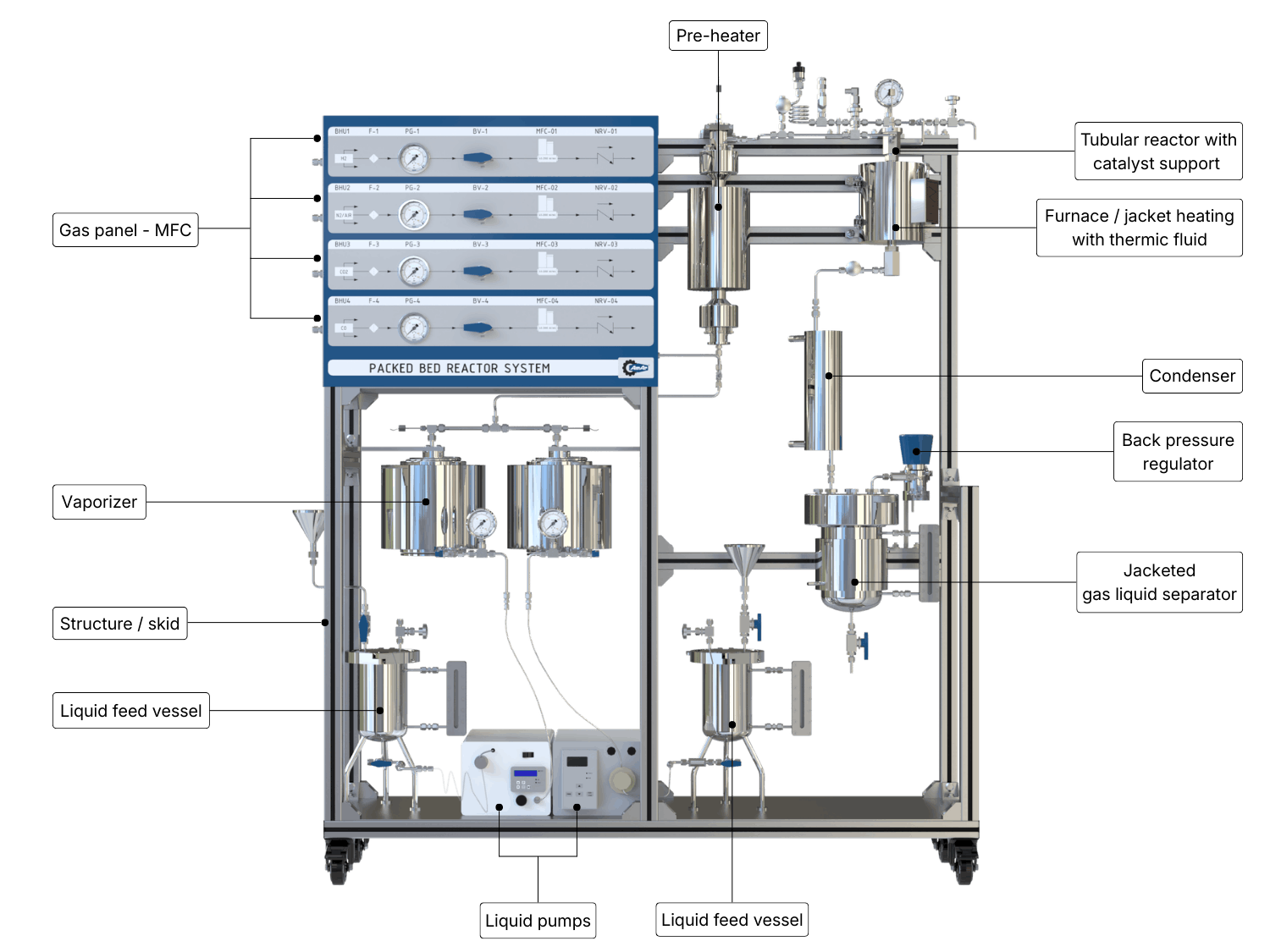
A fixed bed reactor system is constructed as an integrated skid-mounted unit designed to carry out catalytic reactions where the catalyst remains stationary inside the reactor while reactants flow through the packed bed. The system consists of several key components that work together to ensure controlled reaction conditions and efficient catalyst performance.
The gas panel with mass flow controllers (MFCs) regulates the supply and flow rate of reactant gases, while the liquid feed vessel and liquid pump introduce liquid reactants into the system at controlled flow rates. Before entering the reactor, the feed stream passes through a pre-heater or vaporizer to bring the reactants to the desired reaction temperature and phase.
The core of the system is the tubular reactor with catalyst support, where the catalyst bed is packed and the catalytic reaction takes place. The reactor is heated using a furnace or jacket heating system with thermal fluid to maintain precise reaction temperatures.
Downstream of the reactor, a condenser cools the reaction products, after which a gas–liquid separator separates gaseous and liquid phases. A back pressure regulator maintains the desired system pressure, while the liquid product collection vessel collects the condensed reaction products.
The entire system is mounted on a structural skid with an integrated control panel, which provides monitoring and control of temperature, pressure, and flow parameters during fixed bed catalytic reactions.
Fixed bed catalytic reactors are widely used across chemical, petrochemical, energy, and environmental industries due to their ability to operate continuously under high temperatures and pressures with heterogeneous catalysts.
Common industrial applications include:
Fixed bed reactors are also extensively used for catalyst testing and screening, where continuous operation allows researchers to evaluate catalyst performance under realistic industrial conditions.
In fixed bed reactors, the catalyst is packed as a stationary bed inside a tubular or cylindrical reactor, while reactants continuously flow through the catalyst bed under controlled pressure and temperature conditions.
Reactants—such as gas–gas, gas–liquid, or liquid-phase mixtures—are first introduced into the system through controlled feed lines and are typically preheated before entering the reactor. Once inside the reactor, the reactant stream flows through the packed catalyst bed where catalytic reactions occur on the active surface sites of the catalyst.
As the reactants interact with the catalyst, they are converted into desired products while heat is either absorbed or released depending on the reaction type. Temperature control is achieved through external heating systems such as electric furnaces or multi-zone heating jackets, which maintain uniform temperature across the catalyst bed.
The reaction products exiting the reactor are subsequently cooled, separated, and collected, while system pressure is maintained using back pressure regulators. This continuous operation allows fixed bed catalytic reactors to achieve stable conversion rates, high selectivity, and efficient catalyst utilization.
Yes. Fixed bed tubular reactors are widely used in research laboratories and pilot plants for catalyst testing, kinetic studies, and process development. These reactors provide a realistic simulation of industrial catalytic processes while allowing precise control of reaction parameters.
In catalyst development programs, fixed bed reactors allow researchers to evaluate catalyst activity, selectivity, stability, and lifetime under continuous flow conditions. Because many industrial catalytic reactions occur in fixed bed reactors, laboratory and pilot-scale fixed bed systems provide valuable data for scaling chemical processes from laboratory experiments to commercial production units.
Their modular design also allows easy catalyst loading and replacement, making them ideal platforms for continuous catalyst screening and process optimization studies.
A pyrolysis reactor is a specialized reactor used to thermally decompose organic materials at high temperatures in the absence of oxygen. Pyrolysis reactors are commonly used in biomass conversion, waste-to-energy processes, and advanced fuel production.
In many research and industrial systems, fixed bed reactors can also operate as pyrolysis reactors when used for thermal decomposition reactions involving biomass, polymers, or hydrocarbons. In these configurations, the feedstock passes through a heated fixed bed where thermal reactions occur, producing gases, liquids, and solid char products.
Fixed bed tubular reactors used as pyrolysis reactors are particularly valuable in biofuel research, catalytic pyrolysis studies, and biomass upgrading processes, where controlled heating and catalyst interaction are required to produce valuable fuels and chemicals.
Fixed bed catalytic reactors offer several advantages for continuous catalytic processing:
Because of these advantages, fixed bed reactors remain one of the most widely used reactor types in chemical manufacturing, petroleum refining, and energy conversion technologies.



