





















-1668586084.jpg)
-1668486353.png)
-1668486424.png)


-1668487128.png)






-1668487316.png)


Subscribe Now
Get Our Newsletter
Get latest news & updates.
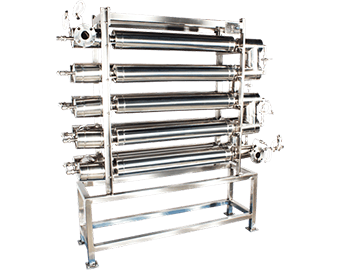
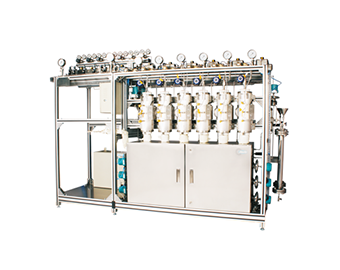
Founded in 1974, Amar has over the past 45 years, gained experience in design, manufacture & supply of high pressure high temperature batch and continuous reactors & allied systems. Amar has expertise in supplying lab & plant scale (1 ml to 10000 Ltr) reactors and pilot systems in different material including but not limited to SS316, Hastelloy, Inconel, Monel, Titanium, Tantalum, Zirconium and Glass.
Pressures upto 700 bar and temperatures upto 1000°C are possible for stirred & non-stirred, microchannel & tubular, single & multiple, semi & fully automated standalone reactors as well as turnkey pilot plants.
Years of Experience
Successful Installations
Team Personnal
Customers Globally
Get latest news & updates.