This blog is part 2 of a two-part series on photoreactors. Please refer to our earlier post for more details and background context on photoreactors.
At Amar, we have introduced models of photochemical reactors to serve our customer's needs. Please contact our teams for more details. [email protected]
Our customers often discuss their photochemical reaction challenges with us and some of the common points of discussion center around the following themes:
- Light Source: Every reaction has an optimum light source and wavelength. The intensity, and wavelength suitability for the specific reaction must be carefully considered.
- Dyes: Sometimes a liquid phase soluble dye is used to modify color wavelength to match the system under consideration. Often very small dye concentrations may be required.
- Reactor Material: Photochemical reactors introduce a tradeoff. The Material of construction must be Transparent to the light source but at the same time resistant to the chemicals used. This introduces constraints in MOC choice. If pressure ratings are needed the difficulty can be magnified.
- Temperature Control: The ability to manage the reaction temperature, as photochemical reactions can often generate significant heat. Do not neglect the heat generated by the photochemical source itself. Rarely will 100% of the light intensity be absorbed into the reactive mode of interest and significant incidental heating can result. The HAZOP should carefully consider failure modes where liquid flow is reduced or lost as this can lead to high temperatures. Runaway reactions can result but also damage to seals and the light source.
- Mixing Efficiency: Ensuring uniform exposure of reactants to light and preventing hotspots. This is easier at low flow rates since smaller diameter reactors are used. Once reactors become larger in dia light attenuation will result from the longer path lengths. This is a severe problem for large reactors since Beer Lamberts law leads to a log reduction of intensity with increasing path length. Often this can be a critical factor that leads our clients to choose microreactors or flow reactors for their photochemical reactions. Careful flow modeling is required at production scales. If different parcels of fluid are exposed to different light intensities the product distribution may not be uniform and selectivity problems can result.
- Scale: Suitability for the desired reaction scale, from laboratory to industrial production must be carefully brainstormed at the initial stage. Do not fall into the trap of selecting a fancy photoreactor but then being stuck since the vendor is not able to offer larger models for production flow rates. There is no point in demonstrating chemistry in the lab if it cannot be scaled to pilot and production scales. Question your vendor from Day 1 whether they are able to support you for scale-up with the photochemical reactor you purchase.
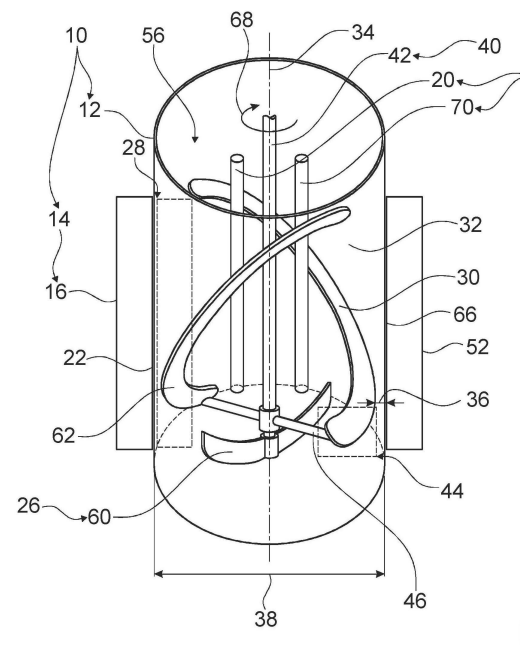
Often customers are unaware of commercialized photochemical processes in the chemical industry. For example, “Lightox” is a photochemical process for destroying organic materials in an aqueous solution by oxidation with chlorine, activated by ultraviolet radiation (developed by the Taft Water Research Center, United States in the 1960s.). Another example is the “Nulite” technology. This is a catalytic, photochemical process for oxidizing toxic organic compounds in water. The catalyst is titanium dioxide supported on a mesh ( Nutech Environmental, London, Ontario). Many other examples exist. Photochemical process technology is not new. This is a proven technology. Customers merely need to investigate a match for their reactions! Reactor manufacturers have been very active in the patent space related to photochemical reactors. For example Ekato has a recent German patent application revealing the following intriguing design. This particular model has an external irradiation source. Curious readers are pointed to the original patent document: DE 10 2021 132 074 A1. We at Amar too have been hard at work patenting some of our innovations in this area. Expect to hear soon later this summer in 2024!
Overall photochemical reactors are a very promising alternative for most of our customers. It is an application with great potential if utilized for the right types of reactions.
Talk to us at Amar for your next requirements for photochemical reactors [email protected]




