One of the fastest growing lines of business for us at Amar is the fabrication and assembly of pilot plant units. To know more about Pilot Plants. Click here - Pilot Plants
Part of this demand is driven by a conversion of batch processes to continuous ones as the capacity of plants goes up rapidly especially in specialty chemicals. In the past, pilot plants were almost mandatory for processes in refining and petrochemicals but not always employed in specialty and fine chemicals. This thinking has now changed and most large investments in specialty chemicals now decide to use pilot plants. This has many advantages such as:
- De-risking technology choices and decisions: if a mistake is made at the pilot plant stage it can be more easily corrected than at production scale
- Increase confidence of investors and management: A pilot plant is usually a very close parallel to the final production plant in terms of unit operations and equipment except at a smaller scale. There is nothing like seeing a pilot plant in operation to boost the confidence of the entire team
- Provide product for test marketing purposes: Very often customer approvals can take very long times e.g 6 months to a year is very common. For these approvals, customers require samples to be tested and approved. Lab samples may not have the same impurity profiles etc. as the final production samples however it is much more likely that samples from a pilot plant are very close to final production quality in terms of specs., odor profile, toxicology etc.
- Designing cheaper, better production equipment: A good pilot plant allows much better estimation of the exact heat transfer coeffiencts or power consumption etc. and hence the final plant can be designed to a much tighter specification with lower fudge factors for performance (e.g. heights of distillation columns) and hence the investment in a good pilot plant pays off by providing a cheaper final production plant. Note that even if a good pilot plant costs a couple of hundred thousand dollars the cost of a production plant runs into millions of dollars.
Due to these and many other factors we urge users NOT to skip the pilot stage! It can sometimes be tempting to save a few tens of thousands of dollars but that can be a costly mistake that comes back to bite. Ask yourself what is your confidence level in the process. Unless it is very high do not skip a pilot plant.
The reader is recommended to consult some of the very excellent handbooks on Pilot Plant design (e.g. by Mc Conville) however below are a few tips that may help Amar customers build a better pilot plant:
- Always run your pilot with raw materials of a commercial grade and never from a laboratory chemicals supplier. We have experienced disastrous results when a commercial grade raw material had a corrosive impurity or a catalyst poison which was not detected at the pilot stage since the correct Raw Materials were not used.
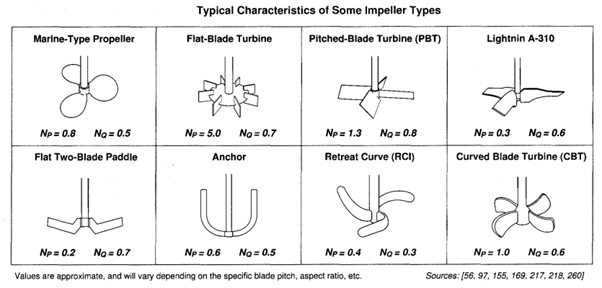
- For reactors ensure agitators have the same shape and design as what you would be able to use in the final production plant. There is no point spending months gathering data on some sort of exotic design that you can later not use at scale and hence the utility of pilot plant data becomes marginal. The sketch below gives some of the options for stirred tank agitator designs (Reference: The Pilot Plant Real Book by Francis Mc Conville 2002 publisher: FXM Engineering ) but please make sure that your plant equipment provider can deliver the same design. E.g. glass lined equipment may have restrictions about impeller shapes with sharp edges where the glass coating may crack.
- Make sure you consider sampling requirements. Typically a pilot plant should have more sampling points than you may provide on the final production equipment. This is due to the reason that a pilot plant is still a learning experience and knowledge is typically being accumulated during the pilot plant project. For troubleshooting low yields or impurity formation or corrosion the availability of samples from various stages in the system can be a lifesaver
- For sampling hot or pressurized parts of the system do not neglect operator safety. Always consider a sample cooling system with a safe way to indicate to the operator when a sample may be taken. Proper venting and pressure relief must always be provided. Some of the options we provide are below.
- Refer Fig. A - Amar sample cooler for pilot plants
- Refer Fig. B - PRV

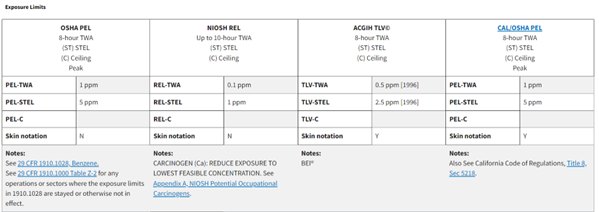
- Always check the toxicological parameters LD50 / PEL / REL / TLV values of all feedstocks, intermediates and products. (e.g. see the Table below from the OSHA website for benzene www.osha.gov ) In case of toxic or carcinogenic products make sure all the recommended precautions are taken to prevent operator exposure. Many toxic gases have ambient sensors available that may be interlocked with the pilot for safe shutdown. Always ensure a correctly sized HVAC system is installed in the area of the pilot plant to reduce operator exposure. Some pilot plants may best be designed outdoors.
Always feel free to contact our internal experts at Amar to discuss your application confidentially and get a technical and commercial quote ready. Email us at sales@amarequip.com and export@amarequip.com