")
")
F848DF31-EA9A-45BE-802A-07B4F53304F9.jpg "Continuous Stirred Tank Reactor (CSTR)")
")
F848DF31-EA9A-45BE-802A-07B4F53304F9.jpg "Continuous Stirred Tank Reactor (CSTR)")
The Continuous Stirred Tank Reactor (CSTR) is designed for steady-state continuous processing where uniform mixing, precise temperature control, and reproducible reaction performance are critical. Available from 100 mL to 1,000 L, with operating conditions up to 350 bar and 500°C, the system is suitable for laboratory, pilot, and production-scale applications. Its multi-reactor cascade configuration enables operation in series or parallel, offering flexibility for residence time control, improved heat and mass transfer, and plug-flow-like behavior when required. The reactor is especially well suited for gas–liquid, liquid–liquid, and slurry systems, making it useful for hydrogenation, oxidation, polymerization, crystallization, fermentation, and related processes. Delivered as a compact, skid-mounted, automated system, the CSTR supports reliable scale-up, safer operation, and consistent continuous manufacturing performance across a wide range of chemical and biochemical applications.
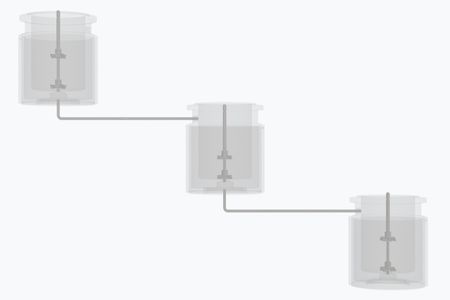
Supports series and parallel cascade arrangements, enabling plug-flow-like behavior or increased throughput based on process requirements.
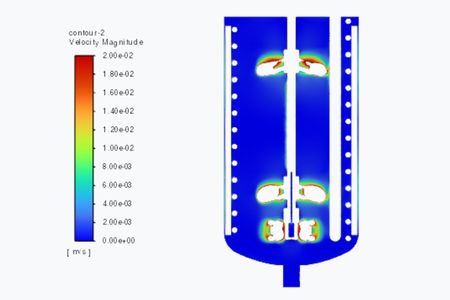
High-efficiency agitation ensures uniform suspension of solids and effective gas dispersion, making CSTRs ideal for slurry and gas–liquid reactions.
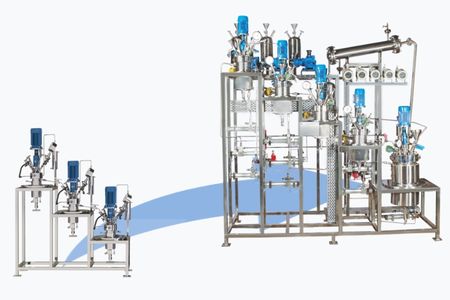
Modular skid-based design allows seamless scale-up from laboratory and pilot units to full-scale continuous production systems.
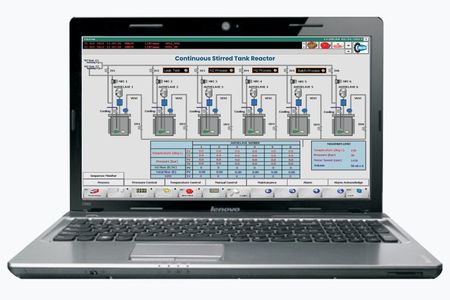
Equipped with PLC, SCADA, instrumentation, and safety systems for reliable, repeatable, and operator-friendly continuous operation.


A Continuous Stirred Tank Reactor, or CSTR, is a reactor designed to run continuously at steady state, with reactants fed into the vessel while product is withdrawn at the same time. Unlike a batch reactor, where the entire reaction is charged, processed, and emptied in cycles, a CSTR maintains ongoing operation with continuous agitation. This makes it highly suitable for processes that require uniform composition, constant temperature, and stable reaction conditions over long operating periods. The CSTR systems are positioned for both chemical and biochemical synthesis, where reproducibility and continuous processing are important.
The main difference is that a batch stirred tank reactor works in cycles, while a CSTR works continuously. In a CSTR, feed streams enter continuously and product is withdrawn continuously, which reduces batch-to-batch variability and supports more consistent conversion, selectivity, and product quality. The conventional batch systems can suffer from temperature gradients and process inconsistency, while the continuous stirred reactor provides steady-state control, better thermal management, and more predictable kinetics. This makes the CSTR a better choice where repeatability, efficiency, and long-duration operation are important.
Yes. One of the key advantages of CSTR system is its flexible multi-reactor configuration. Multiple reactors can be arranged in series or parallel depending on process requirements. When arranged in series, the system can approximate plug-flow-like behavior, giving narrower residence time distribution while still maintaining the benefits of strong agitation and mixing. Parallel arrangements can be used when the goal is to increase throughput or provide greater operational flexibility. This modular configuration is especially useful in process development and scale-up.
The CSTR is ideal for a wide range of chemical and biochemical processes. These include catalytic hydrogenation, oxidation, polymerization, crystallization, fermentation, esterification, saponification, and wastewater treatment. In general, CSTRs are especially useful for reactions that need uniform mixing and temperature control, or for processes with slower kinetics where maintaining homogeneous conditions throughout the reactor is important. They are also well suited for multiphase systems where agitation is needed to keep solids suspended or gases well dispersed.
The CSTR systems are suitable for gas–liquid, liquid–liquid, and slurry systems. High-efficiency agitation helps ensure uniform suspension of solids and effective gas dispersion, which is essential in reactions such as hydrogenation, oxidation, catalytic slurry reactions, and crystallization. This strong mixing performance makes the CSTR especially valuable where simple tubular flow reactors may struggle with solids handling or where mass transfer between phases is critical to reaction performance.
Temperature control in a CSTR is typically achieved using external jackets, internal coils, or integrated heat exchangers. Continuous heat addition or removal allows the reactor to maintain stable operating temperatures, which is especially important for exothermic, endothermic, or temperature-sensitive reactions. Because the system operates continuously, temperature can be managed more consistently over time than in many batch processes, which supports better reproducibility and safer process operation.
The CSTR is delivered as a compact, fully integrated skid with automation, utilities, and safety systems. The automation package typically includes PLC, touchscreen HMI, and SCADA, enabling real-time monitoring and control of parameters such as temperature, agitation speed, feed flow rates, pressure, and utility performance. The system also supports data logging, alarms, and interlocks, which help improve reproducibility, traceability, operator safety, and ease of scale-up.
The reactors are available in materials such as SS316 and Hastelloy, which makes them suitable for a broad range of chemical environments and process requirements. These specifications allow the system to be used from lab-scale development to pilot and production-scale continuous processing.
Amar notes that CSTR systems are widely used in pharmaceuticals, specialty chemicals, fine chemicals, polymers, petrochemicals, biotechnology, food processing, and wastewater treatment. Their flexibility, scalability, and ability to handle multiphase reactions make them a practical choice across both R&D and industrial manufacturing environments.



