




The PinchFLO™ Reactor is a scalable reactor system within the class of continuous tubular reactors, designed for efficient gas–liquid, liquid–liquid, and multiphase flow chemistry. Its patented pinched-tube geometry creates controlled turbulence and intense passive mixing directly within the flow path, eliminating the need for mechanical agitation. This unique design significantly enhances heat and mass transfer while maintaining uniform reaction conditions along the reactor length.
As an advanced tubular flow reactor, PinchFLO™ delivers scalable hydrodynamics and consistent performance from laboratory scale to pilot and full-scale production. The reactor is ideally suited for highly exothermic and mass-transfer-limited reactions such as nitration, diazotization, ozonolysis, amination, and organometallic synthesis. With high pressure and temperature capability, and modular configurability, the PinchFLO™ Reactor enables safe, energy-efficient, and reproducible continuous processing across a wide range of industrial applications.
A unique internal geometry creates controlled turbulence and micro-eddies, delivering efficient passive mixing without mechanical agitators or moving parts.
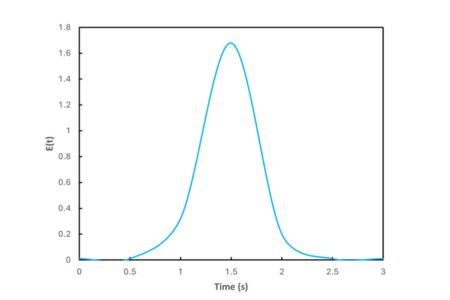
Optimized internal geometry minimizes axial dispersion, ensuring predictable residence time and consistent reaction performance across the entire reactor length.

Efficient heat removal and continuous operation reduce thermal risk, making the reactor suitable for energetic and hazardous chemistries.
Easily scaled by length, diameter, or numbering-up, with high pressure and temperature capability for reliable industrial operation.

Amar Flow Laboratory, in collaboration with a multinational agrochemical company successfully developed a proof-ofconcept trial for the nitration of a substituted aromatic compound continuously. This innovative continuous flow process presents several advantages over traditional batch processing methods, promising significant improvements in efficiency, product quality, and safety.
Read More
The PinchFLO™ Reactor is an advanced category of continuous tubular reactors designed for high-throughput gas–liquid, liquid–liquid, and multiphase flow chemistry. Unlike conventional tubular reactors that rely primarily on laminar or mildly turbulent flow, PinchFLO™ incorporates a patented pinched-tube geometry that actively induces controlled turbulence and passive mixing using only the kinetic energy of the flowing stream.
This unique design eliminates the need for mechanical agitation while still delivering highly efficient mixing and heat transfer. Compared to stirred reactors or traditional plug-flow systems, PinchFLO™ offers superior temperature control, uniform reaction profiles, faster kinetics, and safer handling of exothermic and hazardous reactions. Its scalable design—from 50 mL to 1,000 L—makes it a powerful alternative to conventional tubular flow reactors used in both R&D and production environments.
The defining feature of the PinchFLO™ Reactor is its internal pinched flow path, where the tube diameter is constricted at defined intervals. These pinched zones generate intense localized mixing regions and micro-eddies as the fluid accelerates through the constrictions. This mechanism significantly enhances mass transfer, phase contact, and heat removal within the reactor.
In traditional continuous tubular reactors, mixing is often limited by flow regime, especially at lower Reynolds numbers. PinchFLO™ overcomes this limitation by embedding mixing functionality directly into the geometry of the tubular reactor, ensuring efficient and repeatable mixing across a wide range of flow rates. The jacketed construction further enables precise temperature control, making the reactor especially suitable for highly exothermic reactions such as nitration, diazotization, and ozonolysis.
The PinchFLO™ Reactor is engineered for industrial reliability and scalability, covering laboratory, pilot, and production-scale requirements. It is available in volumes ranging from 50 mL to 1,000 L, with flow capacities reaching 10,000 L/h, pressure ratings up to 100 bar, and temperature capability up to 300°C.
The system can be configured as a single-tube, multi-tube, or shell-and-tube arrangement, depending on throughput and process needs. Multiple tubular reactors can be operated in series or parallel to achieve higher throughput, multi-stage reactions, or residence time control. This modular scalability ensures consistent hydrodynamics across all scales, making PinchFLO™ one of the most versatile continuous tubular reactors for process development and commercialization.
The PinchFLO™ Reactor is ideally suited for a wide range of tubular flow reactor applications requiring precise control over mixing, residence time, and thermal uniformity. It is widely used in the chemical, pharmaceutical, and specialty chemical industries for continuous nitration, diazotization, oxidation, hydrolysis, hydrogenation, amination, Grignard synthesis, and ozonolysis.
Its ability to safely handle hazardous, fast, and exothermic reactions aligns with modern principles of green chemistry and process intensification. The reactor is also extensively used for catalyst-based flow reactions, organometallic synthesis, and the production of fine chemicals and intermediates. These capabilities make PinchFLO™ an essential platform among modern tubular reactors for kinetics studies, process optimization, and scale-up validation.
Beyond general flow chemistry, the PinchFLO™ Reactor has demonstrated excellent performance in specialized technical applications. In liquid–liquid extraction, a 150 L PinchFLO™ tubular reactor enables efficient contacting of immiscible phases such as aqueous and organic solvents. The system uses dual HPLC pumps for precise flow control, resulting in superior mass transfer, efficient phase separation, and seamless scalability from laboratory to commercial production.
In the amination of organic substrates, a 100 mL PinchFLO™ Reactor replaces conventional batch processing with rapid continuous synthesis. By integrating pre-heating and pre-cooling modules along with an in-line back pressure regulator (BPR), stable temperature and pressure are maintained throughout the reaction. This configuration reduces reaction time from 3 hours in batch mode to just 5 minutes in continuous flow, delivering significant improvements in productivity, energy efficiency, and product consistency. These examples highlight the versatility and robustness of PinchFLO™ among high-performance continuous tubular reactors.



