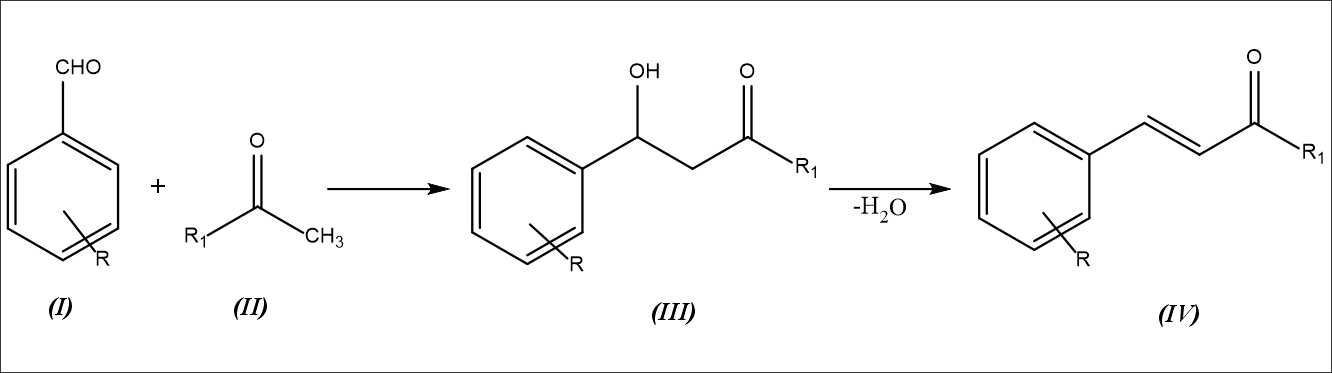
The Claisen-Schmidt condensation reaction (Figure 1) (which is a branch of Aldol reaction) involves the reaction between an aromatic aldehyde (I) (lacking alpha hydrogen) and a ketone (II). The desired product, which is usually the α,β-unsaturated ketone (IV), is obtained by the dehydration of the β-hydroxy ketone (III).
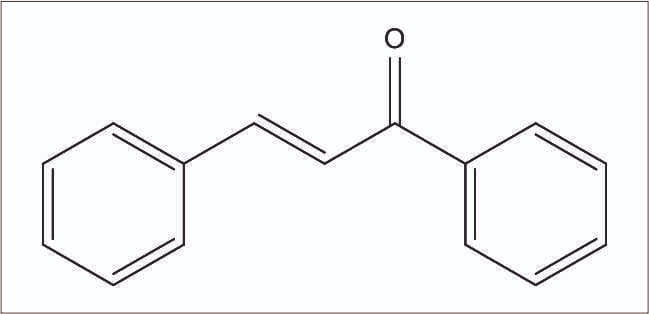
Chalcones (α,β-unsaturated aromatic ketones) (Figure 2) produced through this reaction are important intermediates in synthesizing flavonoids and other bioactive compounds.
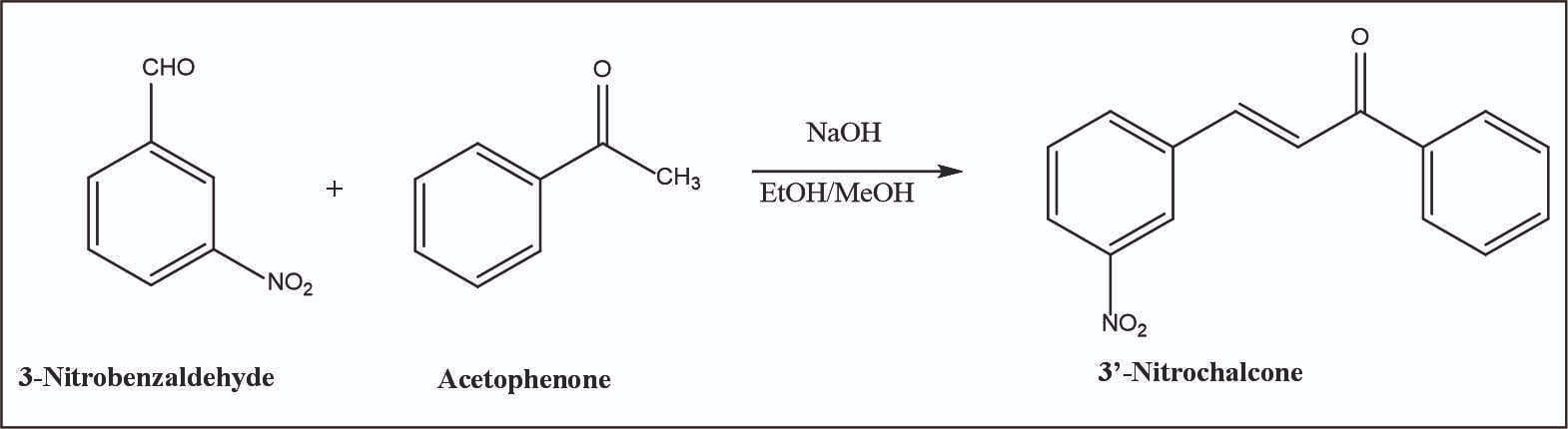
These molecules form a critical class of organic compounds due to their wide-ranging biological activities, applications in material science, and in synthesis of complex molecules. They are primarily important in drug discovery, with ongoing research focusing on their therapeutic potential for conditions like cancer, infections, and inflammation . 3’-Nitrochalcone (Figure 3) is a derivative of chalcone in which a nitro group is substituted at the 3’-position of the aromatic ring. This compound exhibits a variety of biological activities.
It shows significant antimicrobial properties, especially against drug-resistant strains of bacteria and fungi. The presence of nitro group enhances the molecule’s ability to disrupt microbial cell walls and inhibit enzymes necessary for microbial growth⁴.
3’-Nitrochalcone has been investigated for its potential to inhibit cancer cell growth by interacting with cellular pathways. The nitro group may increase the molecule’s ability to induce oxidative stress in cancer cells, making it a subject of interest in anticancer drug development⁵.
Chalcones, including 3’-Nitrochalcone, exhibit strong UV absorption and fluorescence properties due to their conjugated systems. This makes them useful in materials science applications such as organic light emitting diodes (OLEDs) and fluorescent probes. The conventional synthesis of 3’-Nitrochalcone involves a Claisen-Schmidt condensation between 3-Nitrobenzaldehyde and acetophenone in the presence of a base (typically sodium hydroxide) in either methanol or ethanol under mild conditions (Figure 3). The base deprotonates the α-hydrogen of acetophenone to form an enolateion, which serves as the nucleophile.
This reaction is a bit difficult to perform in traditional flow reactors which typically have narrow channels or tubes through which reaction mass flows. Since this reaction generates solid precipitates, these can accumulate and clog the channels, leading to blockages that halt or disrupt the flow of reactants. This can cause pressure buildup, reactor shutdown, or damage to the equipment. The SlurryFLO® reactor is a versatile continuous chemical reactor designed for performing reactions involving slurries.
The key features of the SlurryFLO® reactor include:

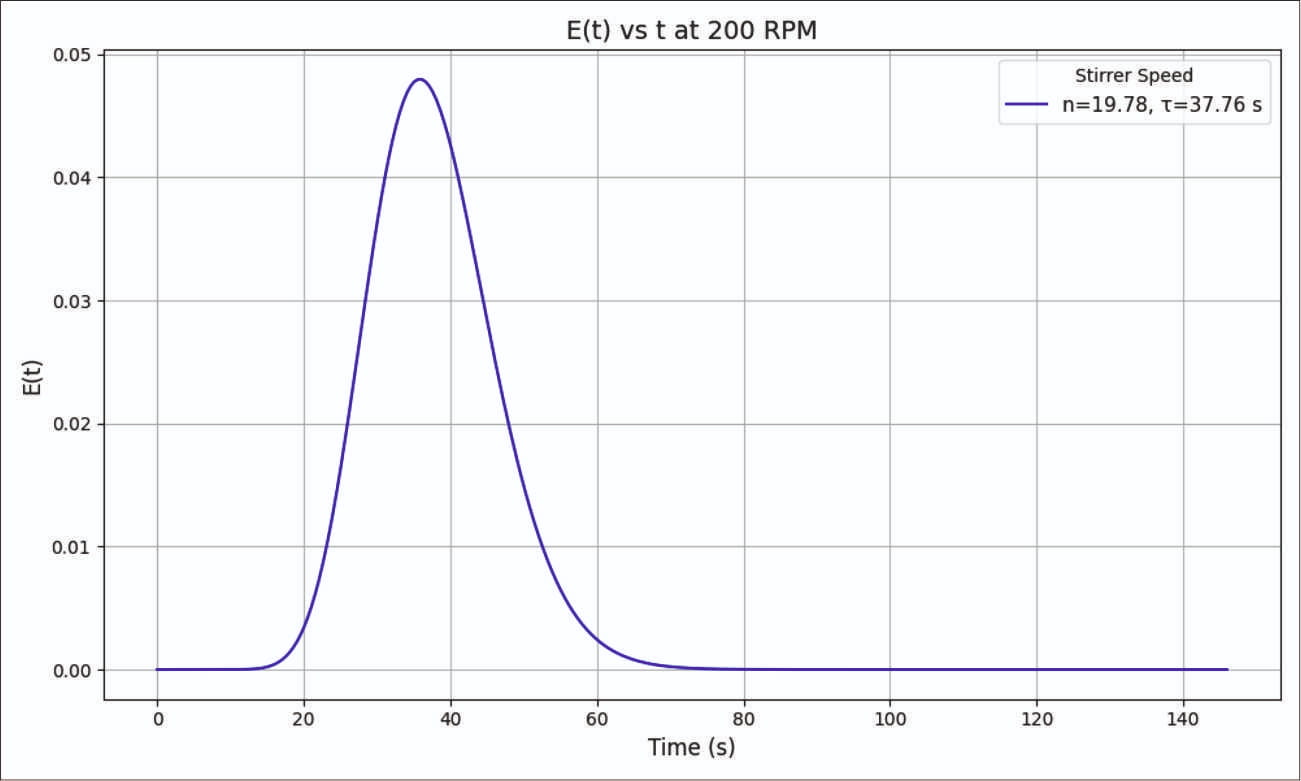
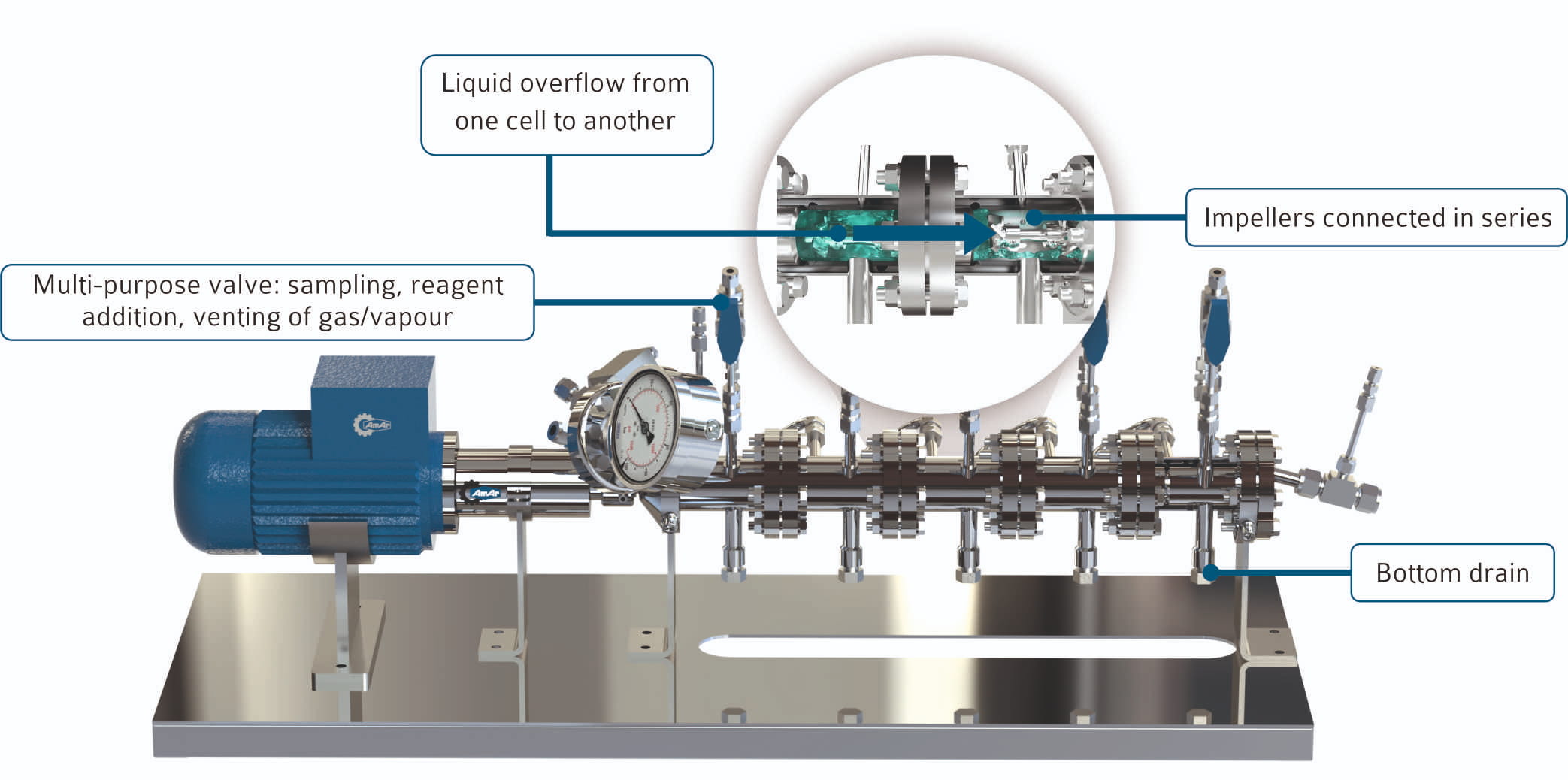
The reactor houses several cells of equal volume in series and thus closely approximates a plug flow reactor (Figure 5). By fitting a Tanks-in-series model to the residence time distribution, one obtains, N, the number of tanks in series as 20.
The flow in the forward direction occurs through overflow from one cell to next. This decouples internal agitation intensity from residence time. In addition, each cell has its own jacket, a port of sensing temperature, a dosing/sampling valve, and a bottom drain to clean the reactor after use (Figure 7).
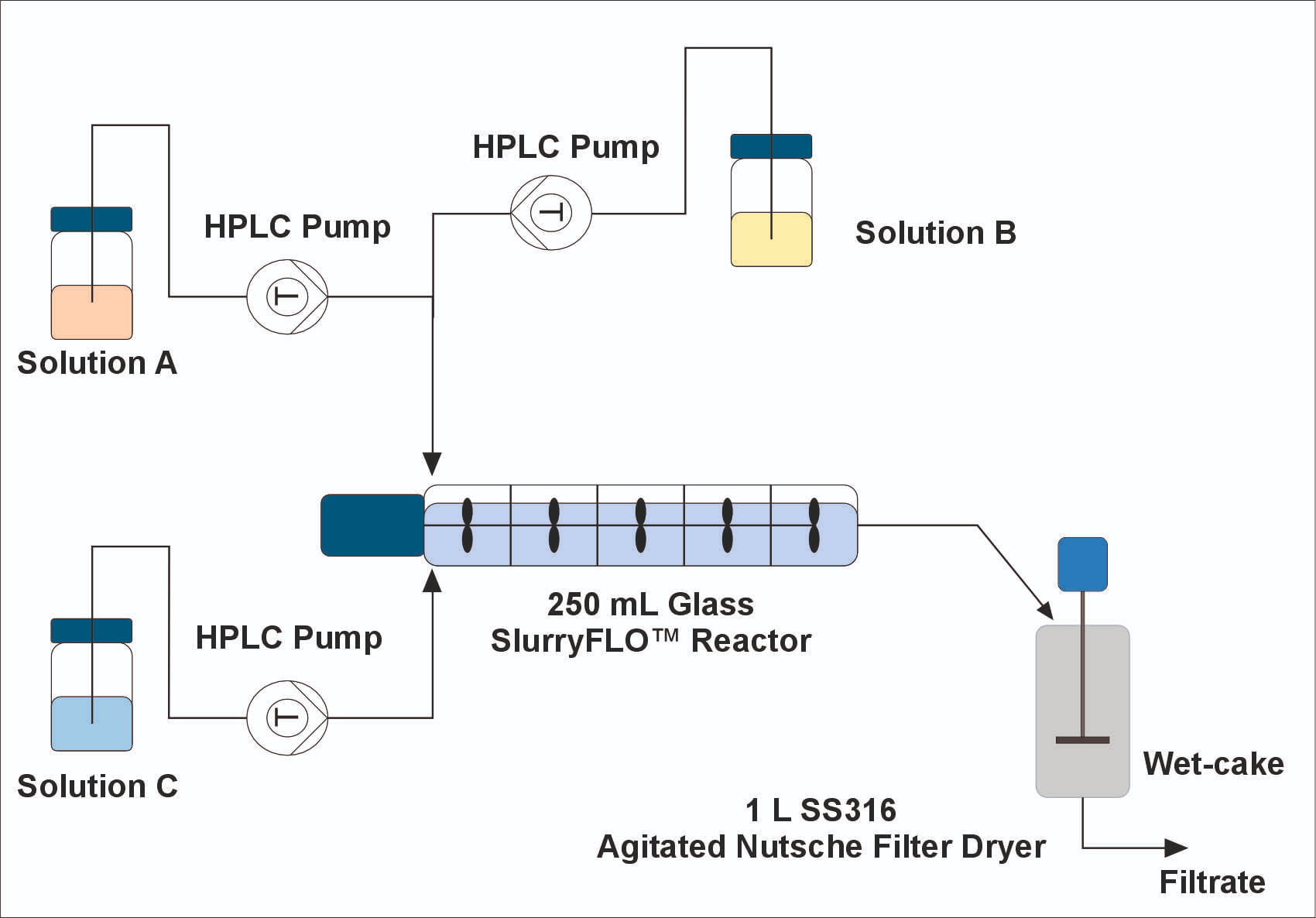
Three HPLC pumps were employed at the reactor inlet to deliver each solution. Acetophenone (Solution A) and3-Nitrobenzaldehyde (Solution B) were mixed via a T-junction, and the resulting flow was directed to the inlet. Flow rates were set to maintain a consistent molar ratio of 1:1 between acetophenone and 3-Nitroacetophenone.
The reactor was integrated to a heating utility (Amar CLM 2), and residence temperature detectors (RTDs) were installed at each reactor cell to continuously monitor the reaction temperature. The resulting product (slurry) was then directed to an Agitated Nutsche Filter Dryer (ANFD), where the filtrate was drained from the bottom and the wet-cake was subjected to drying (Figure 7).
All reagents and solvents were purchased from commercial suppliers and were used without further purification.
Various residence times were tested to determine the optimal duration for complete reaction.
3-Nitrobenzaldehyde: Acetophenone mol ratio = 1 : 1
3-Nitrobenzaldehyde: NaOH mol ratio = 1 : 0.73
At a constant reaction temperature of 70°C, the residence time was varied while keeping both the substrate concentrations and molar ratios fixed. It was observed that at a residence time of 10 mins, unreacted starting materials, i.e 3-Nitrobenzaldehyde and Acetophenone, remained. Nearly complete conversion was achieved when the residence time was extended to 20 mins. Further increasing the residence time to 30 mins also resulted in a complete conversion; however, it led to the formation of impurities. Thus, 20 mins was determined to be the optimal residence time for this reaction (Table 1).
| Residence Time | Conversion of 3-Nitrobenzaldehyde* | Selectivity of 3-Nitrochalcone* |
|---|---|---|
| 10 mins. | 78% | 84% |
| 20 mins. | 95% | 93% |
| 30 mins. | 98% | 81% |
| Table 1: Conversion of 3-Nitrobenzaldehyde and selectivity of 3-Nitrochalcone (*Determined by HPLC) | ||
This represented a significant improvement compared to the batch reaction, which typically required 24 hours. The product stream was subsequently directed to the ANFD for filtration and drying. The dried product was then recrystallized, yielding highly pure crystals of 3-Nitrochalcone.
The SlurryFLO® reactor demonstrated a significant advancement in handling reactions involving slurries, which are notoriously challenging for conventional flow reactors. By optimizing the process conditions, we were able to drastically reduce the reaction time from 24 hours in a batch setup to just 20 minutes of residence time in the SlurryFLO® system, without compromising the efficiency or quality of the product. This breakthrough not only highlights the reactor's capability to efficiently manage slurry-based reactions but also presents a compelling alternative to traditional batch processing, offering considerable time savings and enhanced scalability.



