Dicyandiamide (DCDA), also known as 2-Cyanoguanidine, is a highly alkaline, white crystalline solid and a nitrile derivative of guanidine (Figure 1). It is a dimer of cyanamide, which serves as its precursor during synthesis. Dicyandiamide is highly soluble in water and exhibits good solubility in polar solvents such as acetone and alcohol, but it is insoluble in nonpolar organic solvents.
Dicyandiamide finds applications across various industries, including pharmaceuticals, agriculture, polymer chemistry, and industrial processes. One of its key uses is as a precursor in the synthesis of metformin, a widely prescribed medication for the treatment of type-2 diabetes. In terms of its chemical properties, DCDA is notable for its ability to engage in a variety of reactions due to the presence of both nitrogen and carbon atoms in its molecular structure (Figure 2).
It can act as a ligand in coordination chemistry, forming complexes with metal ions. Furthermore, dicyandiamide is used in the synthesis of other compounds, such as fertilizers, resins, and pharmaceuticals, and it can undergo polymerization to form poly (dicyandiamide), a material with potential applications in high-performance plastics.
In the agricultural sector, dicyandiamide plays a significant role as a nitrogen cycle inhibitor, slowing the conversion of ammonium to nitrate in soil. This process helps reduce nitrogen leaching and enhances fertilizer efficiency. It has been demonstrated to be effective in mitigating the environmental impact of excessive nitrogen fertilizers, particularly in reducing their contribution to water pollution.
Overall, dicyandiamide is a highly versatile compound with broad utility across industrial, agricultural, and chemical processes. Its distinctive chemical properties & reactivity make it a crucial subject of investigation in both synthetic chemistry & materials science.
The key features of the Amar-made MACFLO™ reactor include:

The key features of the Amar-made SlurryFLO® reactor include:
The reactor houses several cells of equal volume in series and thus closely approximates a plug flow reactor. By fitting a Tanks-in-series model to the residence time distribution, one obtains, N, the number of tanks in series as 20. Flow in the forward direction is by overflow from cell-to-cell.
This decouples internal agitation intensity from residence time. In addition, each cell has its own jacket, a port of sensing temperature, a dosing/sampling valve, and a bottom drain to clean the reactor after use.

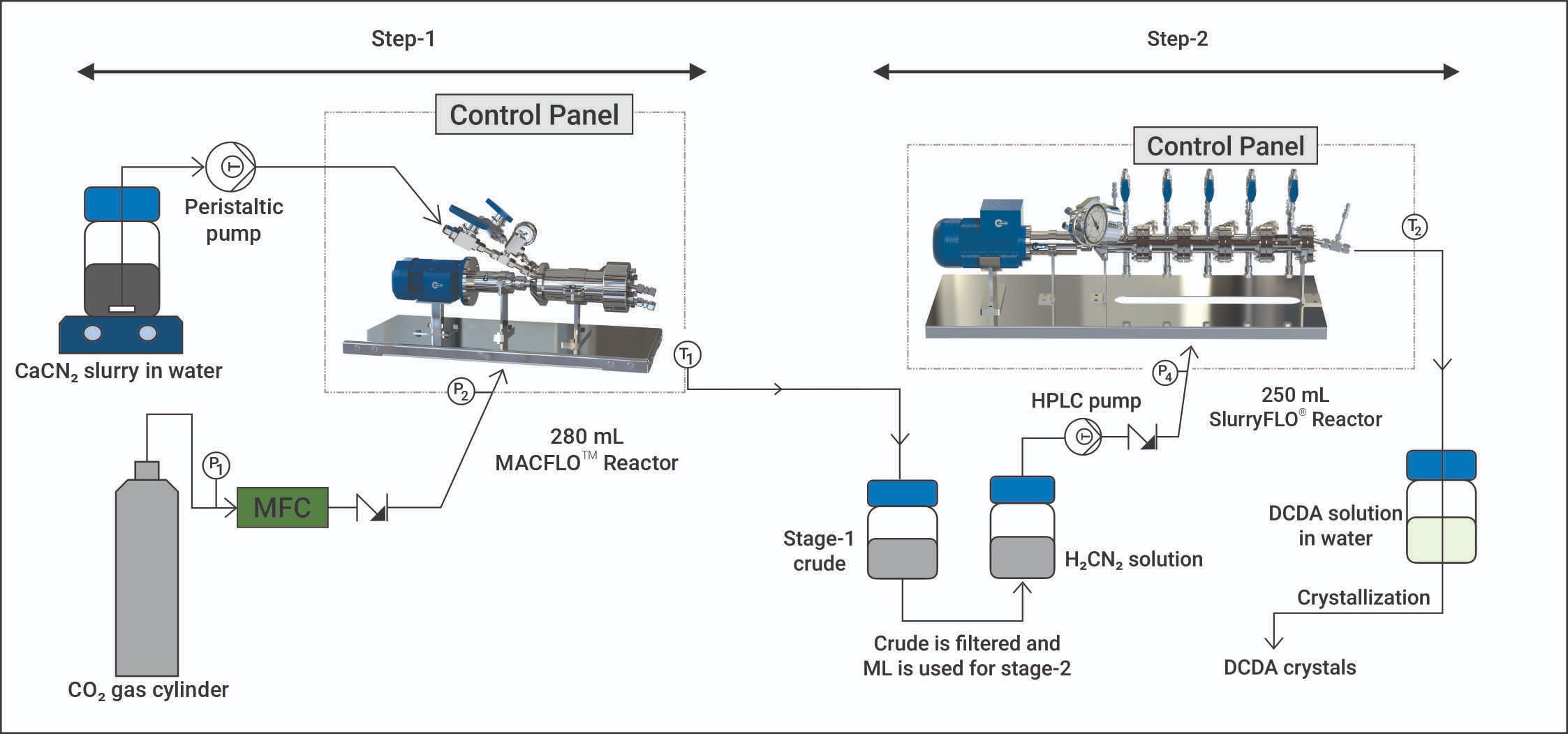
The initial hydrolysis step was conducted in a MACFLO™ reactor, accompanied by a comparative evaluation of conversion and selectivity. An aqueous slurry of calcium cyanamide (CaCN₂) was fed into the reactor via a peristaltic pump, while carbon dioxide (CO₂), serving as a reactant, was introduced under controlled flow using a mass flow controller.
Temperature control was achieved through integration with a CLM-3 utility system. The reaction crude was collected and filtered, and the resulting mother liquor was analysed using High-Performance Liquid Chromatography (HPLC). Reactor pressure and temperature were monitored continuously through the respective sensors linked to a control panel.
The subsequent dimerization step was carried out in a SlurryFLO® reactor under similar operational control. The Mother Liquor (ML) obtained from the hydrolysis stage served as the feed for dimerization.
Hydrogen cyanamide (H₂CN₂) was introduced into the reactor using an HPLC pump. The resulting reaction crude was collected, cooled, and subjected to crystallization, yielding dicyandiamide (DCDA) crystals (Figure 7). Both the crystallized product and the remaining mother liquor were analysed by HPLC. The reactor was connected to the CLM-3 utility system for precise temperature regulation, with pressure and temperature being continuously monitored through the control panel.
The two-stage synthesis of Dicyandiamide (DCDA) was conducted considering the effects of residence time, molar ratios, temperature and flow rates of the gaseous and slurry-based solutions onto the reaction. The key operation parameters including temperature, residence time, slurry concentration and molar ratios were optimized by conducting numerous experimental trials for both stages of the reaction.
The overall selectivity of the reaction exceeded 95% while the purity of the DCDA crystals obtained was found to be greater than 99%. The hydrolysis step was executed at low temperatures with residence time ranging from a few seconds to 15 minutes maintaining the aforementioned molar ratios. The dimerization step for stage–2 needed high temperatures as per the reaction conditions under suitable pressure.
The continuous flow process for two stage synthesis of DCDA was successfully demonstrated whilst achieving more precise control over reaction parameters and yields with the application of Amar made MACFLO™ and SlurryFLO® reactors.
The Stage-1 for hydrolysis was conducted in a MACFLO™ reactor as it provides highly effective swirling flow within the reactor facilitating rapid mixing and a high surface-areato-volume ratio allows for instantaneous heat exchange between the reaction mixture and the reactor walls.
A key feature of the SlurryFLO® reactor include homogeneous mixing of the solid particles, liquid (and gas), thus, allowing better contact between reagents and facilitating efficient mass and heat transfer.
The results of this experiment highlight the remarkable progress enabled by Amar made MACFLO™ and SlurryFLO® reactors, as they drastically decrease reaction time and overall operational costs while exhibiting significant advancement in handling the slurry mixture during the process. Also, these flow reactors encompass very less footprint in comparison to conventional batch reactors as the flow reactors provides the same throughput with the reactors of less volume.



