Amar Equip’s SlurryFLO™ Reactor provide advanced slurry processing technology designed to optimize crystallization and chemical synthesis with precision and efficiency. Our innovative slurry reactor bring precision, flexibility, and reliability to laboratory and industrial applications, making them ideal for USA based industries to challenge processes such as crystallizations, hydrogenations, oxidations.
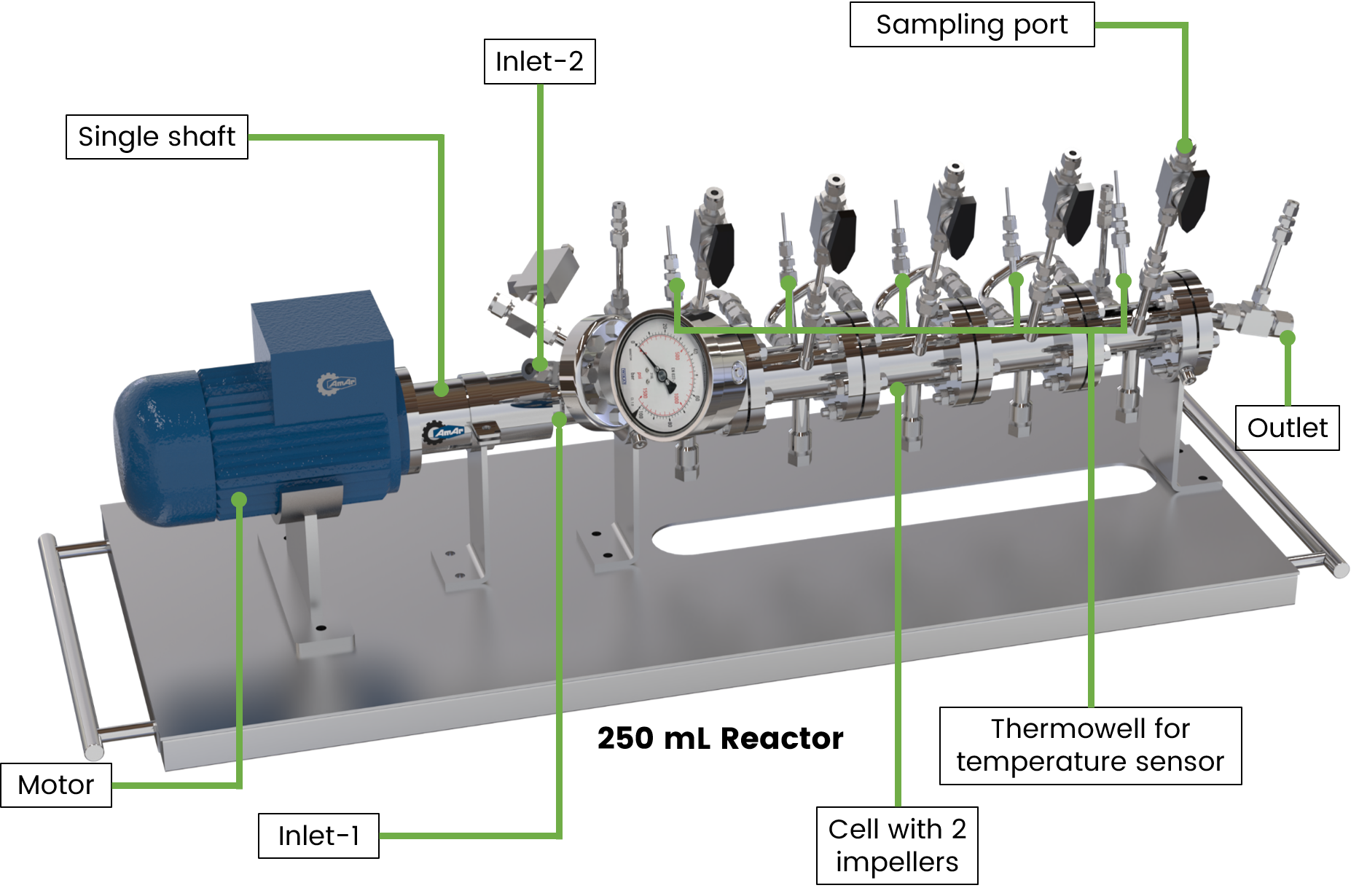
The SlurryFLO™ reactor is a highly versatile flow reactor designed to handle up to 20% slurry content depending on the slurry type. With five cells, each equipped with two impellers, ports for RTD sensor insertion, sampling/vent valves, and bottom drains, the reactor offers precise control over critical reaction parameters. The reactor's single shaft is connected through a magnetic drive, ensuring the system remains completely leak-proof, even under demanding conditions.
The SlurryFLO™ reactor demonstrated a near plug flow behavior when a residence time distribution (RTD) study was conducted to evaluate the flow characteristics. This confirms that the reactor provides consistent and predictable residence times, which are essential for optimizing reaction selectivity and minimizing by-product formation. The RTD results indicate that the SlurryFLO™ reactor is well suited for processes requiring tight control over reaction time, ensuring reliability and repeatability in continuous operations.
The SlurryFLO™ reactor offers excellent heat transfer capabilities, achieving coefficients as high as 3500 W/m²K (with water as the process fluid). Its design, featuring a high surface area to volume ratio (~ 90 m²/m³) and continuous mixing via dual impellers, ensures efficient thermal regulation.
A temperature profile was developed to further illustrate the reactor’s thermal performance, mapping the temperature gradient along the reactor length. The profile shows a consistent and controlled dissipation of heat, ensuring even thermal distribution throughout the reaction pathway. This is crucial for maintaining optimal reaction conditions and preventing localized hotspots. Additionally, integrated RTD sensors provide real-time temperature monitoring across the reactor, enhancing process stability and control.
The mass transfer coefficient in the SlurryFLO™ reactor was evaluated for a gas liquid system by studying the pressure drop of CO₂ as it dissolved in water at different motor RPMs. The dual impeller configuration ensures efficient mixing, enhancing gas liquid contact and improving mass transfer rates. As RPM increases, the dissolution of CO₂ in water becomes more efficient, indicating higher mass transfer coefficients. This capability makes the reactor suitable for gas-liquid-solid reactions, such as hydrogenations, where effective gas dispersion is critical for optimal performance.
With these characteristics, the SlurryFLO™ reactor is particularly suited for reactions such as nitrations, oxidations, and other heat sensitive chemistries where precise thermal management is key to achieving consistent and high-yield results. The SlurryFLO™ reactor offers significant advantages for continuous flow reactions involving slurries and complex chemistries. Its ability to deliver near plug-flow behaviour, coupled with excellent heat and mass transfer properties, makes it a versatile solution for laboratory scale proof of concept studies as well as industrial scale applications. The detailed engineering data presented in this technical note covering pressure drop, residence time distribution, heat transfer, and mass transfer coefficients-illustrates the reactor’s robust performance across a range of process conditions.
SlurryFLO™ reactor are specialized chemical reactor designed to handle heterogeneous mixtures where solid particles are suspended in liquid. These reactors enable continuous processing of slurry mixtures, ensuring excellent mixing, temperature control, and reaction uniformity. This technology is vital in industries that require fine control over particle size distribution, and reaction kinetics from pharmaceuticals to specialty chemicals.
Our SlurryFLO™ reactor offers a state of the art design to maximize efficiency, reproducibility, and scalability for your slurry reactors' needs.
The SlurryFLO™ reactor excel across USA in various industries and applications where slurry and crystallization processes are critical:
From lab development to production scale, Amar Equip’s SlurryFLO™ Reactor are your trusted solution for efficient, repeatable, and scalable slurry processing. Our systems help reduce process variability, improve yields, and ensure regulatory compliance for US manufacturers.
Looking to take your slurry reactor processes to the next level? Reach out today and let our experts guide you in finding the ideal SlurryFLO™ reactor in the USA tailored to your specific research or production.









