Why pharma & fine chemical manufacturers are choosing Amar Flow Reactors
For many years, batch reactors have been the workhorse of pharma and fine chemical manufacturing. But in the last decade, continuous flow reactors have moved from R&D curiosity to a serious strategic choice for production.
At Amar Equipment and AmarFLO, we see the same pattern repeatedly:
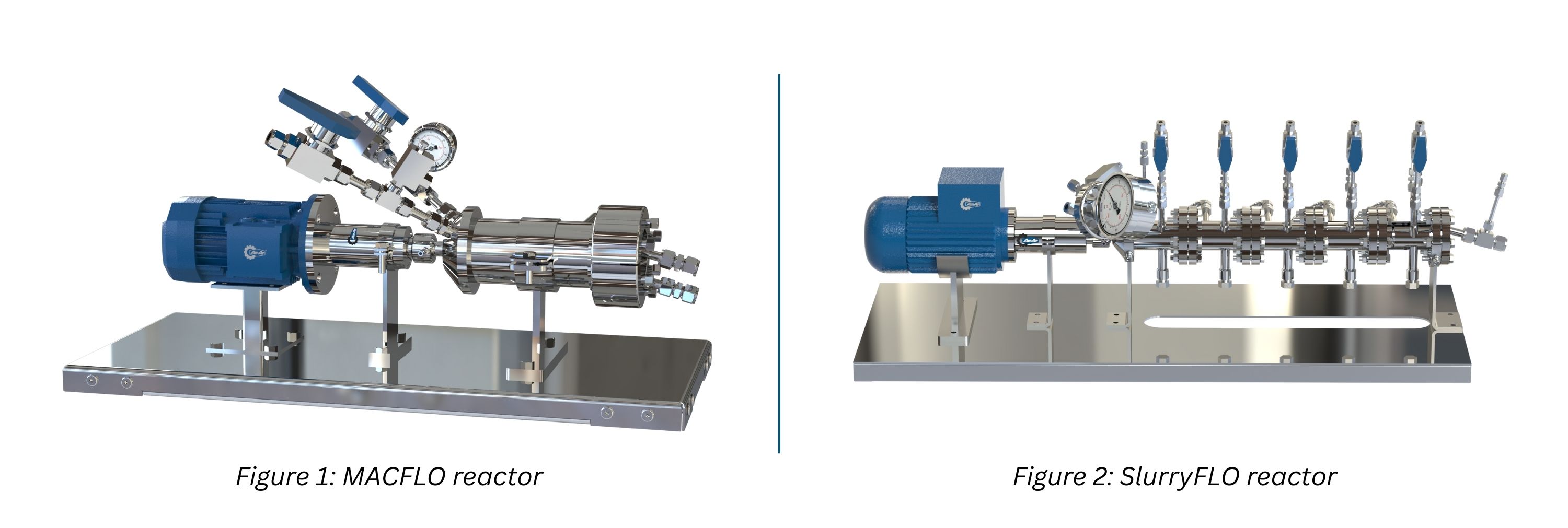
Certain reactions become safer, faster and more consistent when moved from a batch reactor to a continuous Amar Flow Reactor – whether it’s a MACFLO reactor for gas–liquid reactions or a SlurryFLO reactor for solid–liquid slurries.
In this article, we highlight 10 reaction types that typically perform better in flow than in batch, especially in pharma APIs, intermediates and fine chemicals.
We’ll also show where Amar Flow Reactors and Amar Flow Laboratory services fit into your transition from batch to continuous.
Why these reactions shine in flow
Across all 10 examples, a few technical advantages of flow keep appearing:
- Higher safety – Small reaction volume at any instant, particularly important for hazardous or energetic chemistries.
- Superior heat transfer – Tubular / microreactor geometries minimise hot spots and make temperature control straightforward.
- Improved mass transfer – Especially for gas–liquid and liquid–solid systems, where mixing and interfacial area are critical.
- Tight residence time control – Each molecule sees nearly the same reaction time, improving selectivity and consistency.
- Scalable by numbering-up – Once optimised at lab or pilot scale, similar conditions can be replicated in multiple channels or modules.
- Better and more consistent quality – Reduced batch-to-batch variability and easier validation.
With that in mind, let’s look at 10 classes of reactions where Amar Flow Reactors can add clear value.
-
Gas–Liquid Hydrogenations
Typical applications:
- Nitro → amine conversions
- C=C / C≡C reductions
- Hydrogenation of aromatics and heterocycles
- Deprotection steps
Why batch is challenging?
Hydrogenations in large stirred autoclaves come with:
- Significant hydrogen inventory at pressure
- Limited gas–liquid mass transfer, leading to long cycle times
- Hot spots around the catalyst and variable selectivity
Flow with MACFLO
With Amar MACFLO reactors, gas–liquid hydrogenations benefit from:
- Lower gas inventory and smaller hold-up volume → safer operation
- High interfacial area and intense mixing → efficient hydrogen dissolution
- Tight control of pressure, temperature and H₂ stoichiometry along the reactor
- Easy condition screening and optimisation for process development
Benefits in practice
- Higher space–time yield
- Cleaner hydrogenation profiles (less over-reduction)
- Improved safety and easier automation
-
Slurry Catalyst Hydrogenations & Reductions
Typical applications:
- Pd/C or Pt/C hydrogenations
- Reductive aminations with heterogeneous catalysts
- Other slurry-based catalytic reductions
Pain points in batch
- Catalyst settling and non-uniform suspension
- Filtration bottlenecks and manual handling
- Local hot spots on catalyst particles
Flow with SlurryFLO
The Amar SlurryFLO continuous slurry flow reactor is designed specifically for slurry systems:
- Controlled slurry circulation ensures uniform suspension and mixing
- Optimised residence time distribution → consistent catalyst utilisation
- Integration with continuous solid–liquid separation downstream
- Safer handling of pyrophoric catalysts due to lower inventory
Benefits
- Reduced cycle times and manual operations
- Longer catalyst life and more predictable performance
- Cleaner product due to more uniform reaction conditions
-
Aromatic Nitrations
Typical applications:
Nitroaromatics for dyes, pharma intermediates, agrochemicals
Why batch is risky?
- Nitration is highly exothermic
- Large acid inventory and poor heat removal in conventional kettles
- Over-nitration and side reactions if temperature and mixing are not optimal
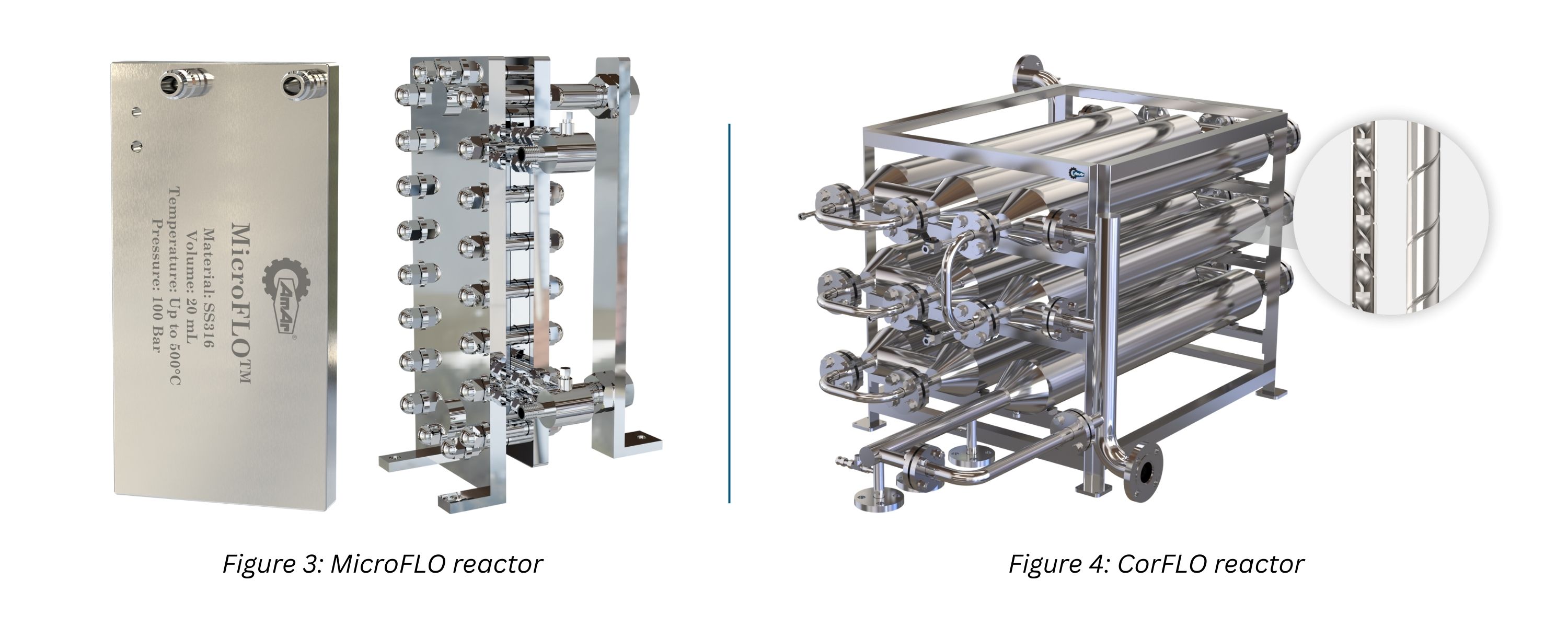
Flow with MACFLO / microreactors / CorFLO
Using Amar CorFLO or microreactor-based systems for nitration:
- Nitration are mixed-acid free and with mononitrations
- High surface-area-to-volume ratio → rapid heat removal and temperature control
- Short, defined residence time helps maintain mono-nitration selectivity
- Easy integration of continuous quench, reducing accumulation of energetic material
Benefits
- Significant safety upgrade vs. large batch reactors
- Higher selectivity and less over-nitration
- More stable operation and simpler scale-up
-
Exothermic Oxidations
Typical applications:
- Alcohol → aldehyde / acid
- Oxidations using peroxides, hypochlorite or oxygen/air
- Oxidative functionalisation in fine chemical synthesis
Batch challenges
- Strongly exothermic reactions
- Local over-oxidation due to poor mixing
- Difficult and sometimes unsafe control of dissolved oxygen at scale
Flow solution with Amar Flow Reactors
In continuous flow, oxidations are easier to tame:
- Fine control of reagent addition rate and stoichiometry
- Efficient heat removal simplifies exotherm management
- Safe use of oxygen / air with much smaller hold-up volume
- Segmented gas–liquid flow can greatly enhance mass transfer
Benefits
- Lower impurity levels and less over-oxidation
- Improved robustness and safety
- Easier optimisation for yield and selectivity
-
Halogenations (Bromination, Iodination)
Typical applications:
- Aromatic and aliphatic iodination / brominations
- Halogenation of heterocycles
- Key building blocks for APIs and agrochemicals
Batch limitations
- Handling of hazardous halogens (I₂, Br₂) and strong halogenating agents
- Poor mixing leads to over-halogenation and degradation
- Heat release can be difficult to manage in large vessels
Flow with MACFLO / SlurryFLO
Using Amar MACFLO / SlurryFLO for halogenations:
- Gaseous or liquid halogenating agents are dosed precisely into the substrate stream
- Excellent mixing → uniform concentration profile → clean, controlled substitution
- Much smaller inventory of toxic / corrosive halogen at any time
- Immediate quench after achieving target conversion
Benefits
- Higher mono-halogenation selectivity
- Safer operation and easier containment of corrosive media
- Better reproducibility between campaigns
-
Diazotization & Sandmeyer-Type Reactions
Typical applications:
- Formation of aryl diazonium salts from anilines
- Subsequent substitution to aryl chlorides, bromides, cyanides, etc.
Why batch is uncomfortable
- Diazonium salts are often unstable and energetic
- Large inventories at low temperatures pose safety concerns
- Strict temperature control is critical to avoid decomposition
Flow with Amar Systems
With Amar Flow Reactors, diazotization and subsequent transformations become safer:
- Diazonium salts are generated and consumed in situ in a continuous stream
- Very small reaction volume limits the amount of energetic material present
- Micro / milli channel geometry enables accurate low-temperature control
- Reactions can be telescoped: aniline → diazonium → substitution → quench
Benefits
- Strong improvement in process safety
- Cleaner chemistry with fewer decomposition products
- Easier regulatory acceptance for hazardous steps
-
Organolithium, Grignard and Highly Reactive Reagents
Typical applications:
- Nucleophilic additions to carbonyls and other electrophiles
- Metal–halogen exchange
- Strong base-mediated deprotonations
Batch pain points
- Reagents are pyrophoric and moisture-sensitive
- Often require cryogenic temperatures (−40 °C to −78 °C)
- Hot spots and uncontrolled addition cause side reactions and decomposition
Advantages in an Amar flow setup
- Reagents can be generated and consumed on demand, instead of stored in bulk
- Small channels make it easier to maintain uniform cryogenic conditions
- Precise control over stoichiometry and contact time
- Inline quench to stop the reaction exactly when needed
Benefits
- Much safer handling of highly reactive reagents
- Reduced refrigeration load at plant scale
- More consistent yield and impurity profile
-
Photochemical Reactions
Typical applications:
- Photoredox-catalysed C–C and C–N bond formation
- Photochlorination / bromination
- Photochemical rearrangements
Why batch reactors struggle
- Light penetration is poor in large reactors
- Non-uniform irradiation → variable conversion and selectivity
- Scale-up is difficult because light distribution changes drastically with diameter
Flow with Amar Photochemical Setups
Using transparent coils or microreactors integrated with photochemical modules:
- Narrow channels ensure uniform light exposure across the entire flow path
- Every “packet” of fluid has the same irradiation and residence time
- Scaling by numbering-up identical illuminated channels
- Integration with specific LED wavelengths for targeted photochemistry
Benefits
- Robust, scalable photochemical processes
- Cleaner products with fewer degradation products
- Realistic path from lab photoreactor to commercial production
-
Photochemical Reactions
Typical applications:
- Low-temperature lithiations and acylation
- Strong acid or base-catalysed reactions with large heat release
Batch issues
- Maintaining low temperature in large volume is difficult
- Slow addition and risk of local hot spots
- Temperature gradients and inconsistent selectivity
Flow with Amar Reactors
Continuous flow addresses these directly:
- Small volume and high surface area make low temperatures easier to maintain
- Controlled reagent addition prevents accumulation of unreacted material
- Very uniform temperature profile along the reactor → consistent chemistry
Benefits
- Better control of stereoselectivity and regioselectivity
- Reduced risk of runaway reactions
- Higher throughput even at cryogenic conditions
-
Reactions Forming Unstable or Energetic Intermediates
Typical applications:
- Azides, peroxides, nitroso, and other energetic intermediates
- Multi-step sequences where an intermediate is unsafe to store
Batch limitations
- Large inventory of unstable intermediates
- Tight constraints on storage time and temperature
- High safety and regulatory burden
Flow with Amar Integrated Trains
In Amar Flow Reactors, these intermediates can be handled more safely:
- Intermediates are formed and consumed immediately down the line
- Reactor volume is small, so the total amount at risk is minimal
- Telescoped sequences (Step 1 → Step 2 → quench) are easier to design and operate
Benefits
- Makes previously “too risky” chemistry viable at scale
- Strong safety case for regulatory authorities and internal HAZOP teams
- More efficient multi-step synthesis in a compact footprint
How Amar Flow Reactors & AmarFLO Services Help You Transition
Most pharma and fine chemical companies already run some of these reactions in batch:
- Gas–liquid or slurry hydrogenations
- Nitrations, halogenations, oxidations
- Diazotization, Sandmeyer steps
- Organolithium / Grignard / cryogenic transformations
- Photochemistry or energetic intermediates
These steps are natural first candidates for continuous flow.
At Amar Equipment and AmarFLO, we support you through the entire journey:
-
Lab Feasibility – Amar Flow Laboratory
- Screen conditions in microreactors, MACFLO and SlurryFLO lab setups
- Evaluate conversion, selectivity, safety and throughput
- Generate data for initial techno–economic assessment
-
Scale-Up – Micro → Mini → Pilot → Plant
Using our reactor families:
- Micro & Mini Flow Reactors – ideal for R&D and kilo lab
- Pilot Flow Reactors – for demonstration and scale-up trials
- Plant-Scale MACFLO & SlurryFLO systems – custom-designed for commercial operation
We help you maintain similar hydrodynamics and heat/mass transfer characteristics across scales.
-
Engineering & Skid Design
- Modular flow reactor skids with pumps, instrumentation and automation
- Integration with existing utilities and plant control systems
- Safety studies and documentation support
-
Commissioning & Ongoing Support
- On-site or remote assistance for installation and commissioning
- Operator training and SOP development
- After-sales support, spares and system upgrades
Ready to See Which of Your Reactions Work Better in Flow?
If you recognize any of the 10 reaction types above in your portfolio, there’s a high chance they can be:
- Safer in operation
- Faster in cycle time
- More consistent in quality
…when implemented in an Amar Flow Reactor with support from the AmarFLO team.
Next Step:
Share a brief description of your challenging step (reaction type, scale, major pain points), and our engineers can suggest:
- Suitable Amar Flow Reactor configuration (MACFLO, SlurryFLO, Micro/Mini/Pilot/Plant)
- A phased evaluation plan starting with lab trials
- Rough ideas of potential throughput, safety and cost benefits
You don’t need to convert your entire plant to continuous flow on day one.
You can start with the reactions that already want to be in flow – and build from there.




