14 Aug 2025

Energetic materials—encompassing explosives, propellants, and pyrotechnics—are essential to applications in defence, aerospace, construction, and mining. Despite their importance, traditional manufacturing methods, particularly batch processes, have been plagued by significant safety hazards for decades. The combination of highly exothermic reactions, unstable intermediates, and corrosive reagents has made production a high-risk endeavour, with history recording numerous catastrophic incidents.
Today, however, chemical manufacturing is undergoing a technological shift. Flow chemistry, coupled with advanced continuous reactor technologies from companies like Amar Equipment Pvt. Ltd., is emerging as a transformative solution that enhances safety, improves efficiency, and reduces environmental impact in energetic materials production.
This article examines how flow chemistry safeguards energetic material manufacturing, the advantages over traditional batch processing, and the role of Amar Equipment’s reactor innovations—such as MicroFLO™, SlurryFLO™, MACFLO™, and Tubular systems—in making hazardous chemistry safer at both laboratory and industrial scales.
The synthesis of energetic materials is a dangerous undertaking. Databases such as SAFEX and eMARS have documented dozens of large-scale incidents in the past two decades, many involving nitration reactions or thermal runaways. For example, between 2010 and 2020, eMARS recorded 29 major accidents involving explosives in Europe, resulting in 45 fatalities and 28 injuries.
These limitations have led to a pressing need for safer production methodologies.
Flow chemistry—also known as continuous flow processing—addresses these challenges by performing reactions in narrow channels, tubular coils, or structured reactors where reactants are continuously fed, reacted, and removed.
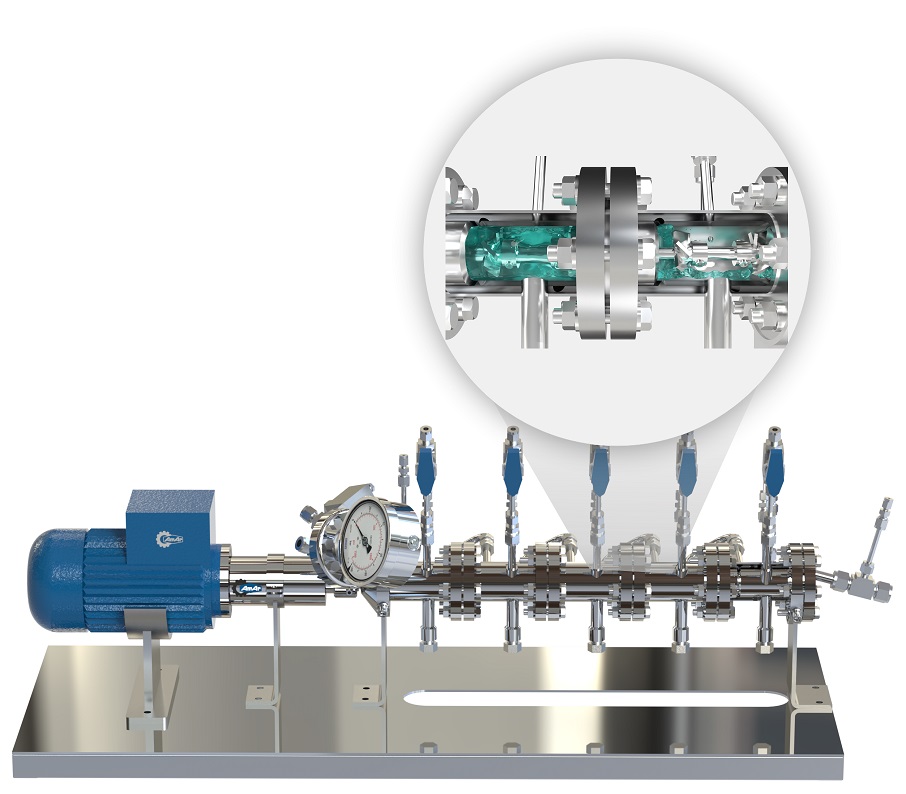
Amar Equipment’s SlurryFLO™ reactors are a notable example. Designed to handle heterogeneous and multiphase reactions, these reactors maintain excellent mixing and heat transfer even with solids in suspension, which is often the case in nitration or diazotization reactions involving energetic materials.
A robust flow chemistry setup for energetic materials typically includes:
The nitration of 2,4-dinitrotoluene (DNT) to TNT is a high-exotherm process traditionally requiring hazardous fuming acids. Research has shown that in flow:
Such process intensification not only improves yield and purity (>99% TNT in some trials) but also drastically reduces the probability of an uncontrolled event.
Continuous flow microreactors have been used for RDX, HMX, and LLM-105 production, enabling better temperature control and safer intermediate handling.
Flow methods for tetrazole synthesis avoid batch accumulation of hydrazoic acid—a compound so shock-sensitive that a small misstep in handling can be fatal.
Flow systems can generate sodium azide or lead styphnate continuously, producing only the needed quantity and avoiding storage hazards. Amar’s modular skid systems can integrate with downstream crystallization units for direct product isolation.
Energetic organic peroxides can be produced at small scale, on demand, and at high purity without large hazardous inventories.
Amar Equipment has been at the forefront of custom reactor engineering for hazardous applications, offering:
The combination of engineering controls (reactor design, materials of construction) and process controls (automation, inline analytics) ensures that even the most sensitive energetic chemistry can be conducted with minimal operator risk.
Flow chemistry alone cannot guarantee safety—it must be paired with comprehensive process safety management (PSM):
Amar Equipment’s roadmap includes CogniFLO™, integrating AI-based process optimization into flow platforms. Combining machine learning algorithms with real-time analytical feedback allows systems to self-tune parameters for optimal yield while maintaining predefined safety margins. This is especially valuable in energetic material synthesis where the safety window is narrow and continuous monitoring is non-negotiable.
Flow chemistry, supported by advanced reactor technology from companies like Amar Equipment, is redefining how energetic materials are produced. By drastically reducing reaction volumes, improving heat removal, and enabling precise process control, these systems mitigate many of the hazards that have historically made explosives manufacturing perilous.
From safer nitrations to controlled peroxide synthesis, continuous reactors—whether MicroFLO™/ TubularFLO™ systems for Liquid-Liquid & Gas-Liquid systems, SlurryFLO™/ MACFLO™ for solids handling or for fully automated processes—are paving the way for a safer, cleaner, and more efficient energetic materials industry.
The future points toward digitally integrated, AI-driven, and modular flow platforms that combine engineering excellence with cutting-edge safety automation—ensuring that the production of high-energy compounds is no longer synonymous with high risk.



