
The SlurryFLO® Reactor is a purpose-engineered solution among advanced slurry flow reactors, designed to handle continuous solid–liquid and gas–liquid–solid processes with unmatched reliability and control. Its unique multi-cell, multi-impeller architecture combines the intense mixing characteristics of a CSTR cascade with the residence-time precision of plug flow behavior. This hybrid hydrodynamic design ensures uniform solid suspension, efficient heat and mass transfer, and a narrow residence time distribution—critical for demanding slurry applications.
Each reactor cell is actively agitated using series-connected impellers driven by a high-torque magnetic coupling, enabling leak-free operation at elevated pressures while preventing sedimentation and blockages. As a result, SlurryFLO® enables safe, continuous processing of high-solids systems where conventional slurry reactors struggle. The reactor is particularly well-suited for continuous crystallization, heterogeneous catalysis, and multiphase reactions requiring tight control over particle formation, growth, and product consistency.
Dedicated jacket enables precise, uniform temperature control—minimizing hotspots and improving consistency in heat-sensitive reactions/crystallizations.
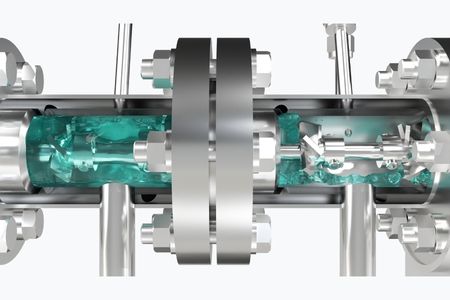
Multiple cells with dual impellers enhance slurry mixing, prevent settling, and improve gas-liquid-solid contact for better mass transfer and uniformity.
Cell-to-cell overflow promotes a tighter residence time distribution for better selectivity and tighter control where residence time matters.

Integrated ports for sampling, sensors, and additions support in-situ monitoring, process control, and real-time optimization.
Continuous flow synthesis of 3’-Nitrochalcone is demonstrated using slurry flow reactors (SlurryFLO®) to efficiently handle precipitating reactions that typically clog conventional tubular systems. The slurry reactors provide homogeneous mixing and stable temperature control, enabling near-complete conversion in ~20 minutes at 70°C—far faster than batch processing. The resulting slurry is continuously sent to an ANFD for filtration and drying, delivering highly pure crystalline product and supporting scalable processing that can be extended to anti solvent crystallization workflows.
Read MoreContinuous lithiation in flow is successfully demonstrated using slurry flow reactors (SlurryFLO®), enabling safe and precise handling of highly reactive organolithium chemistry. The slurry reactor provides near-ideal plug flow behavior and exceptional heat transfer, allowing tight temperature control at −10°C. Near-complete conversion with high selectivity was achieved in just 2 minutes of residence time, highlighting the platform’s suitability for fast, scalable lithiation and electrophile addition reactions in continuous processing.
Read MoreDiazotization is a commonly used chemical reaction that converts a primary aromatic amine into its corresponding diazonium salt. This reaction serves as a fundamental approach for introducing various functional groups onto the aromatic ring, thereby facilitating the synthesis of a broad range of aromatic derivatives, particularly in the preparation of azo dyes.
Read MoreDicyandiamide (DCDA), also known as 2-Cyanoguanidine, is a highly alkaline, white crystalline solid and a nitrile derivative of guanidine. It is a dimer of cyanamide, which serves as its precursor during synthesis. Dicyandiamide is highly soluble in water and exhibits good solubility in polar solvents such as acetone and alcohol, but it is insoluble in nonpolar organic solvents.
Read MoreIn continuous flow processes, precise and accurate flow control of slurry streams is critical for achieving consistent reaction outcomes. This technical note describes the calibration of a recently acquired Bedaflow™ pump capable of handling slurries under pressure, as well as its application in a carboxylation reaction conducted in our SlurryFLO reactor.
Read More






The SlurryFLO® reactor is designed for continuous processing of solid–liquid and gas–liquid–solid systems where maintaining a uniform and stable slurry is critical to process performance. It is widely applied in slurry flow reactors for continuous crystallization, heterogeneous catalysis, hydrogenation, condensation, and complex multistep synthesis reactions. The reactor enables steady-state operation while handling suspended solids reliably, making it suitable for processes that are difficult or unsafe to operate in batch mode.
Unlike conventional slurry reactors, which often suffer from back-mixing, sedimentation, and broad residence time distributions, SlurryFLO® combines staged plug-flow hydrodynamics with active agitation in each cell. This hybrid design ensures solids remain uniformly suspended while liquid flows sequentially through the reactor. The result is improved control over reaction progression, consistent product quality, and predictable scale-up under continuous operation.
Yes. SlurryFLO® is specifically engineered to handle high solid concentrations—typically up to approximately 20% w/v—without fouling or blockage. The combination of strong localized agitation and controlled flow between stages prevents solids from settling or accumulating, which is a common limitation of tubular slurry systems and static mixers when solids loading increases.
In anti-solvent crystallization, controlling supersaturation and nucleation is essential to achieving consistent crystal size and morphology. SlurryFLO® provides intense micromixing within each cell, ensuring rapid and uniform antisolvent dispersion. Its near plug-flow behavior ensures that crystal nuclei experience similar growth conditions as they move through the reactor, resulting in narrow and reproducible particle size distributions.
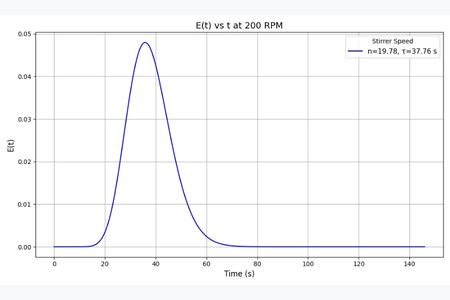
Residence time is controlled through a multi-cell design in which liquid overflows sequentially from one compartment to the next. This configuration minimizes axial dispersion and back-mixing, delivering a narrow residence time distribution similar to a plug flow reactor. Such control is especially important for crystallization and multiphase reactions where product properties depend strongly on processing time.
Yes. SlurryFLO® uses a high-torque magnetic drive system with no dynamic shaft seals, enabling completely leak-free operation. This design supports safe operation at pressures up to approximately 100 bar and makes the reactor suitable for hazardous chemistries, high-pressure reactions, and GMP-compliant manufacturing environments.
Absolutely. Each reactor cell is equipped with active agitation that ensures efficient gas dispersion and continuous solid suspension. This makes SlurryFLO® highly effective for gas–liquid–solid reactions such as catalytic hydrogenation, oxidation, and other multiphase processes where mass transfer between all three phases is critical.
SlurryFLO® reactor is widely used in pharmaceuticals, fine and specialty chemicals, dyes, pigments, and advanced materials manufacturing. They are particularly valued in applications requiring continuous crystallization, catalyst handling, or precise solid-phase control under continuous processing conditions.







